Projekt DBU
| E-Mail: | richter@ifw.uni-hannover.de |
| Jahr: | 2018 |
| Datum: | 05-03-18 |
| Förderung: | DBU (Deusche Bundesstiftung Umwelt) |
| Laufzeit: | 0416 - 09/18 |
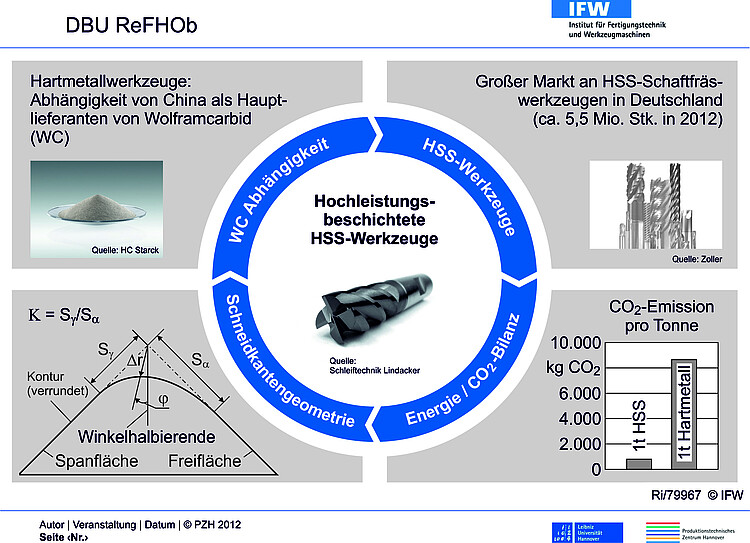
Über 90 % der Werkzeuge für die zerspanende Metallbearbeitung werden aus Vollhartmetall (VHM) oder aus Hochleistungsschnellarbeitsstahl (HSS) hergestellt. Für die Herstellung und Verarbeitung von VHM-Werkzeugen müssen wesentlich größere Energie- und Ressourcenaufwendungen aufgebracht werden als für HSS-Werkzeuge. Als wesentliche Ansätze zur Verbesserung der Leistungsfähigkeit wurden Beschichtungssysteme und Mikrostrukturierungsprozesse der Schneidkanten (Verrundung) erkannt. Die bestehenden Optimierungsprozesse für VHM-Werkzeuge sind potentiell auf HSS-Werkzeuge übertragbar. Zielsetzung ist die Erhöhung der Standzeit von HSS-Zerspanwerkzeugen um den Faktor 1,6 (ca. 60 %) zur Erreichung ökologischer und ökonomischer Verbesserungen in der Metallbearbeitung. Insgesamt können durch die optimierten HSS-Werkzeuge ca. 4.000 t CO2 pro Jahr eingespart werden.



















