Fertigungsverfahren
-
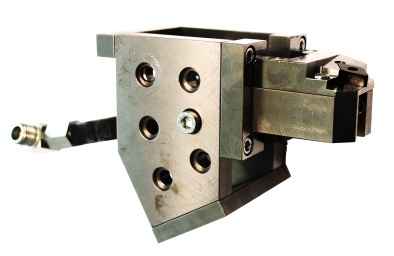
Schartigkeit von FräsernDie Ungleichmäßigkeit entlang der Schneidkante, die sogenannte Schartigkeit, beeinflusst signifikant das Verschleißverhalten von Zerspanwerkzeugen. Die Bewertung und Auslegung der Schneidkantenschartigkeit von Zerspanwerkzeugen erfordert eine einheitliche material- und prozessspezifische Kenngröße. Allerdings existieren aktuell keine Kenngrößen, die den Einfluss der Schartigkeit auf das Einsatzverhalten hinreichend genau beschreiben. Ziel ist daher die Kenntnis des Einflusses der Fräserherstellung auf die Schneidkantenschartigkeit und deren Wirkung auf das Einsatzverhalten sowie die Entwicklung einer Kennzahl zur Bewertung der Schartigkeit. Dabei werden eine einheitliche Charakterisierung der Schartigkeit sowie eine Definition von werkzeug- und prozessspezifischen Schartigkeitsgrenzwerten angestrebt.Jahr: 2018Förderung: AiFLaufzeit: 12/2018-11/2019
![]()
![]() © Sascha Beblein
© Sascha Beblein
-
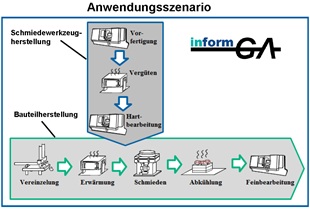
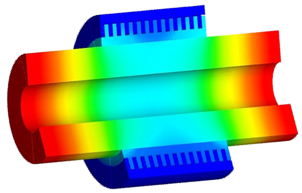
Antriebsstrang 2025Energieeffiziente Prozessketten zur Herstellung eines reibungs- gewichts- und lebensdaueroptimierten AntriebsstrangsLeitung: Dr.–Ing. Benjamin BergmannTeam:Jahr: 2018Förderung: Bundesministerium für Wirtschaft und KlimaschutzLaufzeit: 09/2018-02/2022
![]()
![]() © IFW
© IFW
-
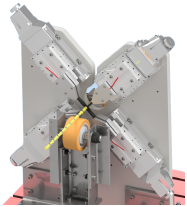
Ressourceneffizientes Schleifen mit grobkörnigem CBNDie Verwendung von grobkörnigen Schleifscheiben bietet durch hohen Kornüberstand die Möglichkeit, Schleifprozesse auch für hohe Materialabtragsraten einzusetzen. Die neuerliche Verfügbarkeit von grobkörnigem CBN erlaubt weiterhin die Bearbeitung von weichen sowie gehärteten Stählen. In diesem Projekt werden das Einsatzverhalten und die mechanischen, sowie thermischen Einflüsse auf das Werkstück untersucht. Dabei steht vor allem der Vergleich unterschiedlicher Korngrößen und die Determinierung der jeweiligen Prozessgrenzen im Fokus der Untersuchungen. Abschließend wird die Ressourceneffizienz mit Prozessen aus der geometrisch bestimmten Zerspanung verglichen.Leitung: Michael WilckensJahr: 2018Förderung: AiFLaufzeit: 11/2018-10/2020
![]()
![]() © IFW
© IFW
-
Herstellung und Einsatzverhalten von Zerspanwerkzeugen aus GesteinFür die Herstellung moderner konventioneller Schneidstoffe werden oftmals seltene Rohstoffe wie z.B. Wolfram oder Kobalt benötigt, deren Verfügbarkeit begrenzt ist. Dies und der vergleichsweise hohe Energiebedarf der konventionellen Schneidstoffherstellung schaffen Gründe ökologisch und ökonomisch vorteilhafte Alternativen zu entwickeln. Die Verwendung natürlicher Gesteine als Schneidstoff könnte eine solche Alternative darstellen. Daher wird in diesem von der DFG geförderten Forschungsprojekt die Eignung natürlicher Gesteine als Schneidstoff sowie die Herstellung und das Einsatzverhalten von Zerspanwerkzeugen aus natürlichen Gesteinen untersucht.Leitung: apl. Prof. Dr. rer. nat. habil. Bernd BreidensteinTeam:Jahr: 2019Förderung: DFGLaufzeit: 01/2019-04/2022
![]()
![]() © IFW, Leibniz Universität, Dr. U. Wolters
© IFW, Leibniz Universität, Dr. U. Wolters
-
Wissensbasierte Auslegung des Fertigungsprozesses von SchleifwerkzeugenIndividuelle Schleifwerkzeuge werden in vielen unterschiedlichen Anwendungsfällen, wie dem Werkzeugschleifen und dem Profilschleifen eingesetzt. Die Entwicklungskosten der Schleifwerkzeuge und einer angepassten Prozesskette sind derzeit hoch. CAE-Technologien, wie die Simulationen des Mischens, werden in diesem Gebiet der Fertigungstechnik nicht eingesetzt. Das Potenzial einer individualisierten Parametrierung mittels Modellen und Simulationsergebnissen ist hoch. Das Ziel des hier geplanten Forschungsvorhabens ist die Verfügbarkeit eines neuartigen Sinterprozesses in verlorenen Formen für die Herstellung mehrschichtiger Schleifwerkzeuge mit definierter Porosität, der mittels CAE-Methoden parametrierbar ist.Jahr: 2019Förderung: ZIMLaufzeit: 04/2019-09/2021
![]()
![]() © IFW
© IFW
-
Deep Rolled Welds: Erhöhte Ermüdungsfestigkeit von Schweißverbindungen in der Windenergie durch FestwalzenDie Ermüdungsfestigkeit von Stumpfnahtverbindungen ist signifikant von deren Eigenspannungszustand abhängig. Ein Fertigungsverfahren zum Einbringen von für die Ermüdungsfestigkeit positiv wirkenden Druckeigenspannungen ist das Festwalzen. In diesem Projekt wird der Festwalzprozess für Stumpfnahtverbindungen dicker Bleche qualifiziert und der Einfluss des Verfahrens auf das Ermüdungsrisswachstum quantifiziert.Jahr: 2019Förderung: AiF-IGFLaufzeit: 06/2019 – 11/2021
![]()
![]() © IFW, Hb
© IFW, Hb
-
Oberflächenentstehung beim Fräsen unter Berücksichtigung der WerkzeugmikrogeometrieZiel dieses Forschungsvorhabens ist das Verständnis der Oberflächenausprägung am Beispiel des Flankenfräsens unter besonderer Berücksichtigung der Werkzeugmikrogeometrie und der Prozessstellgrößen. Ein wesentlicher Aspekt des Projekts besteht in der Methodenentwicklung für die Erweiterung von Zerspansimulationen um die geometrischen Merkmale höherer Ordnung. Hierfür wird erstmalig der Ansatz der kontinuierlichen Wavelettransformation herangezogen und entsprechend weiterentwickelt.Leitung: Henke NordmeyerJahr: 2019Förderung: DFGLaufzeit: 01/2019-07/2022
![]()
![]() © IFW
© IFW
-
Leistungssteigerung durch laserbearbeitete HartmetallwerkzeugeBei spanenden Prozessen kann die Spanform die Prozesssicherheit negativ beeinflussen. Zur Vermeidung ungünstiger Spanformen können Spanleitstufen eingesetzt werden, die bei Sonderwerkzeugen jedoch nicht während des Pressens eingebracht werden können. Daher stellt in diesen Fällen die Laserbearbeitung eine Alternative dar. In diesem Vorhaben wird eine optimierte Spanleitstufe für Formdreh- und Aufbohrwerkzeuge ausgelegt, welche mittels Laserablation hergestellt wird.Leitung: Marita MurrenhoffJahr: 2019Förderung: AiFLaufzeit: 10/2019 – 09/2021
![]()
![]() © IFW
© IFW
-
Leistungssteigerung metallisch gebundener CBN-Werkzeuge durch kryogene KühlungUntersuchung der technologischen Grundlagen zur Produktivitätssteigerung des Schleifprozesses durch einen effektiven Wärmetransport aus der Kontaktzone. Im Fokus steht hier die Kombination eines wärmeleitenden Schleifbelags (Korn, Bindung) mit kryogener Kühlung.Leitung: apl. Prof. Dr. rer. nat. habil. Bernd BreidensteinTeam:Jahr: 2019Förderung: DFGLaufzeit: 11/2019 – 10/2021
![]()
![]() © IFW
© IFW
-
Erhöhung der Leistungsfähigkeit beim Fräsen von Titan- und Nickelbasislegierungen durch Schaftfräser mit FreiflächenmodifikationTitan- und Nickelbasiswerkstoffe bewirken in der mechanischen Bearbeitung im Vergleich zur Bearbeitung von Eisenbasiswerkstoffen eine erhöhte Werkzeugbelastung. Ziel ist es, durch den Einsatz von Schaftfräsern mit Freiflächenmodifikation den Freiflächenverschleiß zu begrenzen und die Standzeit und die Produktivität der Werkzeuge zu steigern.Leitung: Sebastian WorpenbergJahr: 2019Förderung: AifLaufzeit: 08/2019-07/2021
![]()
![]() © IFW
© IFW
-
Kombinationsverfahren aus Schleifen und WalzenIm Rahmen des Projekts „Schleifwalzen“ wird derzeit erforscht, in welcher Weise die Leistungsgrenzen des Schleifprozesses – Rauheiten und Zugeigenspannungen – durch eine Verfahrenskombination mit dem Festwalzen kompensiert werden können. Hierzu wird zunächst ein Bearbeitungskonzept erarbeitet. Anschließend erfolgt die Erforschung der jeweiligen Prozessgrenzen sowie der resultierenden Bauteilqualität des Kombinationsprozesses. Am Ende des Projektes erfolgt eine Gegenüberstellung mit konkurrierenden Verfahren aus der geometrisch bestimmten Zerspanung, um so eine Einordnung in den Stand der Technik vorzunehmen.Leitung: Prof. Dr.-Ing. Berend DenkenaTeam:Jahr: 2019Förderung: AiFLaufzeit: 05/2019-04/2021
![]()
![]() © IFW
© IFW
-
Mechanisches Abrichten von Trennschleifscheiben in der BauindustrieAnwendung der aus anderen Schleifverfahren etablierten Technologie des Abrichtens auf Trennschleifprozesse in der Bauindustrie. Das gezielte Zurücksetzen der Bindung erlaubt eine Reduktion der Bearbeitungskräfte, die Minimierung von Nebenzeiten und die Erhöhung der Werkzeugstandzeiten. So kann eine Erhöhung der Produktivität und der Wirtschaftlichkeit erreicht werden.Leitung: Dr. Christian Pelshenke (FGW), Dr. Alexander KrödelTeam:Jahr: 2019Förderung: AiFLaufzeit: 02/2019-01/2021
![]()
![]() © IFW
© IFW
-
Ressourceneffizientes Schleifen von PcBN-SchaftwerkzeugenDas Ziel dieses Vorhabens ist die Verfügbarkeit eines angepassten Umfangsschleifprozesses zur Bearbeitung von PcBN-Schaftwerkzeugen. Das Verschleißverhalten der zur Bearbeitung des hochharten Werkstoffs eingesetzten Diamantschleifwerkzeuge ist im Vergleich zur Bearbeitung anderer Schneidstoffe hoch und beim Nutentiefschleifen an Schaftwerkzeugen lokal unterschiedlich. In diesem Forschungsvorhaben werden Erkenntnisse über die Schleifprozessauslegung, den Abrichtprozess und die Schleifwerkzeugauslegung generiert, sodass das Schleifen von PcBN produktivitäts- und qualitätsangepasst durchgeführt werden kann.Leitung: Dominik Müller-CrammJahr: 2019Förderung: AIF IGFLaufzeit: 12/2019–03/2022
![]()
![]() © IFW, Mitsubishi Materials
© IFW, Mitsubishi Materials
-
Kegelrollenlager: Hartfräsen von Mikroschmiernäpfen zur Reibungs- und VerschleißreduktionDurch spanend in die Oberfläche eingebrachte Mikrostrukturen lassen sich die Reibung und der Verschleiß an tribologisch hoch beanspruchten Bauteilen reduzieren. Bei Wälzlagern der Bauform „Kegelrollenlager“ liegen an der Borde des Lagerinnenrings ebensolche hohe tribologische Lasten vor. Das IMKT und IFW untersuchen deshalb im Rahmen dieses Projekts einerseits die Herstellung (IFW) und andererseits den Einfluss von Mikroschmiertaschen auf die tribologischen Verhältnisse und die Lebensdauer von Kegelrollenlagern (IMKT).Leitung: Prof. Dr.-Ing. Berend DenkenaTeam:Jahr: 2019Förderung: DFGLaufzeit: 12/2019-12/2021
![]()
![]() © IFW
© IFW
-
Exzellenzcluster PhoenixD – Design und Herstellung von PräzisionsoptikDie Anforderungen an optische Elemente nehmen stetig zu. Die Herstellung eines individuellen und hochfunktionalen optischen Elements ist nach heutigem Stand der Technik aufwendig und komplex. Die mehrstufigen Produktionsmethoden werden häufig durch Handarbeit in Verbindung mit hohen Kosten realisiert. Aus diesem Grund versuchen die Wissenschaftler des Exzellenzclusters „PhoenixD“, als eine Initiative, Design und Herstellung von Präzisionsoptiken neu zu definieren Das IFW erforscht die Additive/Subtraktive Fertigung, Simulationsbasierte Prozessplanung und Feinpositioniersysteme, die in der visionären Produktion von Präzionsoptik realisiert werden.Leitung: Prof. Dr.-Ing. DenkenaTeam:Jahr: 2019Förderung: DFGLaufzeit: 01/20219 - 12/2022
![]()
![]() © IFW
© IFW
-
Digitaler Fingerabdruck zur markierungsfreien, branchenübergreifenden Bauteilidentifikation in der zerspanenden ProzessketteGefälschte Produkte, gerade von Sicherheitskritischen Bauteilen, sind seit langem ein großes Problem im deutschen Maschinen- und Anlagenbau. Ein eindeutiger Nachweis, dass es sich bei einem Regressanspruch um ein Plagiat handelt, ist durch die aktuell verwendeten applizierbaren Markierungen nur schwer möglich. Diese besitzen eine unzureichende Fälschungssicherheit und einen geringen Schutz gegen eine Entfernung oder Beschädigung. Vor diesem Hintergrund soll die Möglichkeit der markierungsfreien Bauteilidentifikation im Produktlebenszyklus erforscht werden. Ein Ansatz besteht darin, die für jeden Prozess spezifische Bauteiloberfläche als Identifikationsmerkmal zu verwenden.Leitung: apl. Prof. Dr. rer. nat. habil. Bernd BreidensteinTeam:Jahr: 2020Förderung: AifLaufzeit: 11.2020 – 10.2022
![]()
![]() © IFW
© IFW
-
Kontinuierliches Wälzschleifen von ZerspanwerkzeugenIn diesem Vorhaben wird der aus der Bearbeitung von Zahnrädern bekannte kontinuierliche Wälzschleifprozess auf die Fertigung von drehsymmetrischen Zerspanwerkzeugen, wie beispielsweise Bohrer und Fräser, übertragen. Die aus diesem Verfahrenstransfer resultierenden Prozessvorteile umfassen unter anderem eine erhöhte Prozessproduktivität, eine verbesserte Güte der geschliffenen Zerspanwerkzeuge und die Möglichkeit zur prozessbegleitenden Verschleißkompensation der Schleifscheiben. Gleichzeitig wird die Anzahl an notwendigen Schleifwerkzeugen und separaten Schleifoperationen im Vergleich zu dem üblicherweise eingesetzten Werkzeugschleifverfahren reduziert.Leitung: Prof. Dr.-Ing. Berend DenkenaTeam:Jahr: 2020Förderung: DFGLaufzeit: 05/2020 – 09/2022
![]()
![]() © IFW
© IFW
-
Produktives Schleifen von PcBN mit MetallbindungDie Schleifbearbeitung von Wendeschneidplatten aus polykristallinem Bornitrid (PcBN) verursacht einen hohen Schleifscheibenverschleiß. Durch die anwendungsoptimierte Herstellung bronzegebundener Diamantschleifscheiben werden die Hartstoffkörner länger im Prozess gehalten und der Schleifscheibenverschleiß wird reduziert. Gleichzeitig wird die Schnittfähigkeit der Schleifscheibe über die Anpassung des Abrichtprozesses kontinuierlich erhalten. So wird das G-Verhältnis aus Schleifscheibenverschleiß und abgetragenem Werkstückstoff deutlich erhöht.Leitung: Prof. Dr.-Ing. Berend DenkenaTeam:Jahr: 2020Förderung: AIFLaufzeit: 11/2020–10/2022
![]()
![]() © IFW
© IFW
-
TopGewinde – Tribologisch optimierte Oberflächentopografien zur Lebensdauersteigerung von Gewindetrieben durch das WirbelverfahrenGewindespindeln werden eingesetzt, um rotatorische Bewegung in translatorische Bewegung zu übersetzen. In Hebeböcken und insbesondere auch Schwerlasthebeanlagen werden häufig mittels Wirbeln hergestellte Gewindetriebe eingesetzt, bei denen eine verschleißreduzierende Optimierung der Kontaktflächen zu einer höheren Lebensdauer führen kann. Diese gewirbelten Gewindespindeln weisen bearbeitungsbedingte Oberflächenmikrostrukturen auf, die ein Schmiermittelrückhaltevolumen darstellen können. Hierdurch besteht das Potential die Reibung dieser gewirbelten Gewindespindeln zu verringern und die Lebensdauer gegenüber konventionell gerollten Spindeln zu steigern. Der genaue Zusammenhang zwischen dem Bearbeitungsprozess, der Gestalt der Mikrostrukturen und der reibungsreduzierenden Wirkung wird im Rahmen des Projektes TopGewinde gemeinsam mit dem Unternehmen Bornemann Gewindetechnik (www.bornemann.de) erforscht.Leitung: Prof. Dr.-Ing. B. DenkenaTeam:Jahr: 2020Förderung: ZIMLaufzeit: 10/2020 – 12/2022
![]()
![]() © IFW
© IFW
-
Gradierte Schleifscheiben für das Spannutenschleifen von VollhartmetallfräsernDer bisherige Einsatz von Schleifscheiben mit einer konstanten Kornkonzentration im Schleifbelag führt, z.B. bei der Herstellung von Vollhartmetallfräsern mittels Spannutenschleifen, zu einem ungleichmäßigen Verschleiß des Schleifwerkzeuges. Ziel ist es, durch eine belastungsangepasste Einstellung eines Kornkonzentrationsgradienten im Schleifbelag, ein möglichst homogenes Verschleißverhalten während dem Schleifprozess einzustellen. Ebenso soll ein, an die gradierten Schleifbeläge angepasster, Abrichtprozess untersucht werden.Leitung: Prof. Dr.-Ing. Berend DenkenaTeam:Jahr: 2020Förderung: ZIMLaufzeit: 03/2020-02/2022
![]()
![]() © IFW
© IFW
-
Prozesskette zur geschlossenen additiv-subtraktiven Fertigung von Titanbauteilen mit RecyclingmaterialZiel des Projektes Return II ist ein übergreifender Werkstoffkreislauf zwischen additiven und subtraktiven Prozessketten in der Herstellung von Titanbauteilen zur Steigerung der Ressourcen- und Energieeffizienz durch die Entwicklung einer Fertigungsprozesskette zur Umwandlung von Spanmaterial in Pulver.Leitung: Prof. Dr.-Ing. Berend DenkenaTeam:Jahr: 2020Förderung: BMWiLaufzeit: 5/2020 – 05/2023
![]()
![]() © IFW
© IFW
-
Sauerstofffreie Zerspanung von TitanlegierungenDie hohe Reaktivität von Titanlegierungen mit Sauerstoff schränkt die Ressourceneffizienz der gesamten Prozesskette stark ein. Daher wird im Rahmen des Sonderforschungsbereichs 1368 die sauerstofffreie Produktion erforscht und dabei die geometrisch bestimmte Zerspanung von Titanlegierungen durch das Teilprojekt B03 abgebildet. Das Ziel ist es, Kenntnisse über die Wirkzusammenhänge zwischen der Umgebungsatmosphäre des Zerspanprozesses, resultierender oxidationsbedingter Verschleißeffekte sowie der Beeinflussung und gezielten Einstellung von Reaktionsprodukten auf der Bauteiloberfläche zu erlangen.Leitung: Marc-André DittrichJahr: 2020Förderung: DFGLaufzeit: 1/2020 – 12/2023
![]()
![]() © IFW
© IFW
-
SPP 2231: Kopplung experimenteller und numerischer Methoden zur mehrskaligen Analyse der Wirkmechanismen von Kühlschmierstrategien in ZerspanprozessenZur Realisierung effizienter Produktionsprozesse ist das Verständnis über den zielgerichteten Einsatz von Kühlschmierstoffen (KSS) notwendig. Innerhalb dieses Forschungsvorhabens wird der Einfluss von Kühlschmierstrategien auf die Spanbildung sowie die mechanische und thermische Belastung des Schneidkeils mittels Mikrokinematographie untersucht.Leitung: Prof. Dr.-Ing. Berend DenkenaTeam:Jahr: 2020Förderung: DFG
![]()
![]()
-
SFB 1368 – C04: Bearbeitungskonzepte für die sauerstofffreie FeinbearbeitungDas Ziel des Sonderforschungsbereichs „Sauerstofffreie Produktion“ ist das grundlegende Verständnis über die Vorgänge und Mechanismen in den Prozessen der Fertigungstechnik, die unter vollständigem Ausschluss von Sauerstoff durchgeführt werden. Teilprojekt C04 tritt im Projektbereich C als Befähiger auf und wird u. a. die chemischen Vorgänge der Schleifwerkzeugherstellung sowie die Materialtrennmechanismen beim Schleifen in sauerstofffreier Atmosphäre untersuchen.Leitung: Prof. Dr.-Ing. Berend DenkenaTeam:Jahr: 2020Förderung: DFGLaufzeit: 01/2020-12/2023
![]()
![]() © IFW
© IFW
-
Bedarfsgerechte Konstruktion und Herstellung von schadenstoleranten ImplantatverbindungenUm eine Hüftendoprothese an die individuelle Patientenanatomie anzupassen, ist der Einsatz von modularen Hüftendoprothesen möglich. Jedoch wird durch diese Modularität eine weitere Schnittstelle in das Implantat eingebracht. An dieser kann infolge von Mikrobewegungen Verschleiß auftreten, der im Versagen des Implantats resultiert. Daher ist es notwendig im Rahmen des Transregio-Sonderforschungsbereichs Sicherheitsintegrierte und infektionsreaktive Implantate (SIIRI) Kenntnisse über die Wechselwirkung der Versagensmechanismen der Schnittstellen mit den Oberflächentopographien zu erlangen. Das Ziel ist es durch Methoden der Fertigungstechnik gezielt die Randzonen und Oberflächeneigenschaften einzustellen und somit schädigungstolerante Implantatschnittstellen zu entwickeln.Leitung: Prof. Dr.-Ing. Berend Denkena, Dr.-Ing. Benjamin BergmannTeam:Jahr: 2021Förderung: DFGLaufzeit: 07/21-06/25
![]()
![]() © IFW
© IFW
-
Einfluss der Schneidkantenpräparation auf den Eigenspannungszustand in PKD und PcBNDie Schneidkantenpräparation von Werkzeugen aus den hochharten Schneidstoffen polykristallinem Diamant (PKD) und polykristallinem kubischem Bornitrid (PcBN) beeinflussen nicht nur die Geometrie und Topographie der betreffenden Zerspanwerkzeuge, sondern auch den Eigenspannungen im Schneidstoff. Der Bereich der Schneidkante kann hier als besonders kritisch angesehen werden. Etablierte Verfahren zur Eigenspannungsmessung mittels Röntgenbeugung können aufgrund der mikroskopischen Geometrie nicht verwendet werden. Daher wird die Raman-Spektroskopie für diese Anwendung eingesetzt und die Ausbildung der Eigenspannungen im Schneidkantenbereich ortsaufgelöst ermittelt. Als Präparationsprozesse werden die Laserablation, das Schleifen und Brüsten und der Erodierprozess eingesetzt.Leitung: apl. Prof. Dr. rer. nat. habil. Bernd BreidensteinTeam:Jahr: 2021Förderung: DFGLaufzeit: 03/2021 – 08/2023
![]()
![]() © Vo/95211 IFW
© Vo/95211 IFW
-
Gefügeausbildung der additiven Fertigung von Titanlegierungen und Einfluss auf die ZerspanbarkeitTitanlegierungen sind heute für viele Hochleistungsanwendungen unabdingbar. Eine aktuelle Entwicklung ist die additive Fertigung von Titanbauteilen. Aufgrund der Anforderungen an die Oberflächengüte und die Formtoleranz müssen diese Bauteile in der Regel spanend nachbearbeitet werden. Durch die Prozesscharakteristik der additiven Fertigung entstehen Gefüge- und Materialeigenschaften, die sich signifikant von denen konventionell urgeformter Titanhalbzeuge unterscheiden. Durch eine gezielte Prozesssteuerung sollen im Rahmen dieses Projekts Gefügeeigenschaften maßgeschneidert eingestellt um so beispielsweise die Zerpanbarkeit in nachzubearbeitenden Bereichen gezielt zu verbessern.Leitung: Prof. Dr.-Ing. Berend DenkenaTeam:Jahr: 2021Förderung: DFGLaufzeit: 01/2021-09/2023
![]()
![]() © IFW
© IFW
-
SFB/TR73-T09: Vor-Ort-Bearbeitung von komplexen und kostenintensiven InvestitionsgüternZiel des Vorhabens ist die Überführung der Erkenntnisse zur gezielten Randzonenmodifikation beim Schleifen in die industrielle Anwendung auf eine mobile Werkzeugmaschine des Kooperationspartners Picum MT GmbH, um eine Bearbeitung von komplexen und kostenintensiven Investitionsgütern Vor-Ort zu realisieren. Hierdurch wird die Wirtschaftlichkeit bei der Instandhaltung komplexer Investitionsgüter wesentlich gesteigert. Es erfolgt eine Anpassung der Prozessauslegung hinsichtlich der veränderten Kühl- und Schmiersituation außerhalb einer geschlossenen Werkzeugmaschine. Hierfür werden mit dem Kooperationspartner BDW-BINKA Diamantwerkzeug GmbH neue Werkzeugkonzepte entwickelt, die eine Bearbeitung ohne Kühlschmierstoff erlauben und gleichzeitig den Anforderungen an die Oberflächen- und Randzoneneigenschaften, bei ausreichender Werkzeugstandzeit, gerecht werden.Leitung: Prof. Dr.-Ing. B. DenkenaTeam:Jahr: 2021Förderung: DFGLaufzeit: 03/2021 – 03/2023
![]()
![]() © Kei/98960
© Kei/98960
-
Simulative Auslegung und wissensbasierte Herstellung PVD-beschichteter ZerspanwerkzeugeDas Ziel des Forschungsvorhabens ist das Verständnis der Wirkzusammenhänge zwischen den Eigenschaften von PVD-Hartstoffschichten und der Schneidkantenmikrogeometrie auf die daraus resultierenden Verschleiß- und Versagensphänomenen im unterbrochenen Schnitt. Hierzu werden FE-basierte Spanbildungssimulationen eingesetzt. Innerhalb dieser Simulationen werden lokale Last- und Eigenspannungen der beschichteten Werkzeuge integriert. Hierdurch wird es ermöglicht das spannungsinduzierte Werkzeugversagen, sowie die kontinuierliche, verschleißbedingte Änderung der Werkzeuggeometrie erstmalig für den unterbrochenen Schnitt abzubilden.Leitung: apl. Prof. Dr. rer.nat. habil. Bernd Breidenstein, Prof. Dr.-Ing. Kirsten BobzinTeam:Jahr: 2021Förderung: DFGLaufzeit: 12/2021-11/2024
![]()
![]()
-
Ermüdungsfestigkeit hochfester Offshore-Feinkornbaustähle mit und ohne Nachbehandlung (HSS-FAT-OWEC)Die Ermüdungsfestigkeit von Schweißverbindungen ist signifikant niedriger, als die des Grundwerkstoffs der einzelnen Bleche. Dies ist in der lokalen Nahtgeometrie und den lokalen Randzoneneigenschaften begründet. Daher sind Nachbehandlungsprozesse zur Steigerung der Ermüdungsfestigkeit der Schweißverbindungen notwendig. In diesem Projekt wird die automatisierte Nachbehandlung mittels Festwalzen und Hämmern für Stumpfnahtverbindungen dicker Bleche aus hochfesten Offshore-Feinkornbaustählen qualifiziert.Leitung: Apl. Prof. Dr. rer. nat. Bernd Breidenstein Prof. Dr.-Ing. Peter Schaumann (Institut für Stahlbau, Leibniz Universität Hannover)Team:Jahr: 2021Förderung: AiF-IGFLaufzeit: 01/2021–06/2023
![]()
![]() © IFW
© IFW
-
Auslegung von Prozessstellgrößenmodulationen für die Stahlbearbeitung mit Kühlschmierung – ProMod KSSDrehprozesse werden zumeist als stationäre Prozesse betrachtet, bei denen die Prozessstellgrößen für eine spezifische Kombination aus Werkzeug, Werkstück und Bearbeitungsaufgabe unverändert bleiben. Eine Modulation, das heißt eine kontinuierliche Veränderung der Prozessstellgrößen über die Lebensdauer eines Werkzeugs, kann jedoch Vorteile hinsichtlich des Werkzeugverschleißverhaltens bieten.Leitung: Prof- Dr.-Ing. Berend DenkenaTeam:Jahr: 2021Förderung: AiFLaufzeit: 04/2021-01/2023
![]()
![]() © IFW
© IFW
-
Grundlage für den wirtschaftlichen Einsatz von StäbchenkorundschleifscheibenDie Fertigung hochbeanspruchter Bauteile erfordert häufig einen Endbearbeitungsschritt, der eine hohe Oberflächenqualität und präzise Formtoleranz der Bauteile gewährleistet. Die Endbearbeitung mittels Schleifen ermöglicht eine hohe Präzision und Produktivität bei der spanenden Bearbeitung von Bauteilen. Dem stehen hohe Schnittenergien gegenüber, die zu Schleifbrand der Bauteile führen können. Der hohe Energiebedarf, der durch Nebenaggregate erzeugt wird, führt zusätzlich im Vergleich zu anderen Fertigungsverfahren zu einer ineffizienten Energienutzung. Das Institut für Fertigungstechnik und Werkzeugmaschinen (IFW) der Leibniz Universität Hannover untersucht daher den Einsatz des neuartigen Schleifmittels Stäbchenkorund, der durch seine Geometrie und Art zu einer Reduzierung der Energie beim Schleifen von Bauteilen führt.Leitung: Prof. Dr.-Ing. Berend DenkenaTeam:Jahr: 2021Förderung: AiFLaufzeit: 10/21-09/23
![]()
![]() © Ka/114263©IFW
© Ka/114263©IFW
-
Steigerung der Energieeffizienz entlang der Prozesskette zur Fertigung von HartmetallwerkzeugenDas Hauptziel des geplanten Vorhabens ist die Reduzierung des Energiebedarfs bei der Fertigung von Hartmetallwerkzeugen entlang der gesamten Prozesskette. Dies umfasst die Erforschung und Optimierung der Prozesse Rohstoffsynthese, Formgebung, Grünbearbeitung, Sintern und Schleifen.Leitung: Prof. Dr.-Ing. Berend Denkena, Dr.-Ing. Nicolas BeerTeam:Jahr: 2021Förderung: BMWILaufzeit: 03/2021-02/2024
![]()
![]() © El/99659 © IFW
© El/99659 © IFW
-
Hocheffiziente Seilschleifsegmente mittels additiver Siebdrucktechnologie (SiebSeil)Entwicklung von Seilschleifwerkzeugen mit cBN-Körnern und deterministisch besetzten Schleifsegmenten für die effiziente Zerspanung von bewehrtem Beton mit einem hohen Stahlanteil.Leitung: Prof. Dr.-Ing. Berend DenkenaTeam:Jahr: 2021Förderung: BMBFLaufzeit: 06/2021 – 05/2024
![]()
![]()
-
Belastungsoptimierte Auslegung von Schneidkantenmikrogeometrien für industrielle Prozesse - DFG ErkenntnistransferFür eine maximale Leistungsfähigkeit muss die Mikrogeometrie von Zerspanwerkzeugen an den zu bearbeitenden Werkstoff und die vorliegenden Belastungen während des Einsatzes angepasst werden. Das große Potential der Schneidkantenverrundung wurde bisher im Orthogonal- und Außenlängsdrehen nachgewiesen. Für den Anwendungspartner MAPAL Dr. Kress KG stellt insbesondere das Innendrehen ein relevantes Anwendungsfeld dar, welches durch abweichende Kontaktbedingungen (effektiver Span- und Freiwinkel) und Belastungen geprägt ist. Die Anwendung belastungsoptimaler Verrundungen für diesen Prozess bietet erhebliches Potential zur Steigerung der Werkzeugleistungsfähigkeit.Leitung: Prof. Dr.-Ing. Berend DenkenaTeam:Jahr: 2022Förderung: DFGLaufzeit: 01/2022-06/2024
![]()
![]() © IFW
© IFW
-
ARGONAUT – Effiziente und ressourcenschonende Fertigung von LuftfahrtgetriebenIm Verbundprojekt ARGONAUT – „AircRaft GearbOx desigN And manUfacturing of Tomorrow“ untersucht das Institut für Fertigungstechnik und Werkzeugmaschinen (IFW) der Universität Hannover in Zusammenarbeit mit dem Unternehmen Liebherr Aerospace und weiteren Forschungsstellen die Optimierung des Konstruktions- und Fertigungsprozesses von Getrieben für Luftfahrzeuge. Das IFW untersucht hierbei zum einen die ressourceneffiziente spanende Bearbeitung durch angepasste Kühlschmierstrategien und zum anderen die Auslegung innovativer Drehprozesse zur Steigerung der Produktivität und Prozesssicherheit mittels virtueller Prozessgestaltung.Leitung: Prof. Dr.-Ing. Berend DenkenaTeam:Jahr: 2022Förderung: BMWKLaufzeit: 01/2022 – 03/2025
![]()
![]() © IFW
© IFW
-
Effizientere SpritzgusswerkzeugenKühlkanalstrukturen sollen zukünftig für effizientere Werkzeuge und für eine genauere sowie schnellere Prozessführung im Spritzgießbereich sorgen. Im Rahmen der Richtlinie „Zentrales Innovationsprogramm Mittelstand“, kurz ZIM-Richtlinie, arbeiten die Konstruktionsbüro Hein GmbH (KB Hein), das IFW – Institut für Fertigungstechnik und Werkzeugmaschinen und das IKK – Institut für Kunststoff- und Kreislauftechnik, beides Institute der Leibniz Universität, gemeinsam an dieser Entwicklung.Leitung: Prof. Dr.-Ing. Berend Denkena (IFW)Team:Jahr: 2022Förderung: ZIMLaufzeit: 03/2022-02/2024
![]()
![]() © ZIM
© ZIM
-
Einsatzverhalten sintermetallischer Diamantschleifscheiben mit chemisch angebundenen SchleifkörnernMetallisch gebundene Diamantschleifscheiben verwenden zum Großteil ein Bindungssystem auf der Basis von Kupfer bzw. Bronze. Eine chemische Anbindung, z. B. durch die Ausbildung einer Carbidschicht zwischen Bindung und Diamant, hat das Potenzial die Kornhaltekräfte und den Verschleißwiderstand zu erhöhen und somit das Einsatzverhalten der Schleifscheibe zu verbessern. Die Prozessstellgrößen beim Sintervorgang, sowie die verwendete Zusammensetzung des Bindungssystems spielen bei der Anbindung der Diamanten an die Bindungsmatrix eine wesentliche Rolle. Derzeit ist der Einfluss des Herstellungsprozesses auf das spätere Einsatzverhalten von Schleifscheiben – im Gegensatz zu geometrisch bestimmten Zerspanwerkzeugen – noch nicht zusammenhängend erschlossen.Leitung: Prof. Dr.-Ing. Berend DenkenaTeam:Jahr: 2022Förderung: DFGLaufzeit: 07/2020 – 07/2023
![]()
![]() © La/108640©IFW
© La/108640©IFW
-
Funktionalisierte Randzone für belastungsorientiertes Ermüdungsverhalten gehärteter BauteileDrehwalzen stellt eine Möglichkeit für die mechanische Bearbeitung von gehärteten Bauteilen dar. Durch das gleichzeitige Drehen und Festwalzen werden thermische und mechanische Einflüsse auf die Randzonen gezielt kombiniert. Auch wird die nachteilige Beeinflussung der Bauteilrandzone durch die thermischen Werkstückbelastungen beim Drehen ausgeglichen. Dies führt zur Steigerung der Lebensdauer von rotations- und wälzbelasteten Bauteilen, wie Komponenten des Fahrzeugantriebstrangs oder von Wälzlagern. Diese Zusammenhänge werden im Projekt „Funktionalisierte Randzone für belastungsorientiertes Ermüdungsverhalten gehärteter Bauteile“ in Kooperation zwischen dem Institut für Fertigungstechnik und Werkzeugmaschinen (IFW) und dem Institut für Maschinenkonstruktion und Tribologie (IMKT) untersucht.Leitung: apl. Prof. Dr. rer. nat. habil. Bernd Breidenstein (IFW)Team:Jahr: 2022Förderung: DFGLaufzeit: 07/2022-06/2024
![]()
![]() © IFW
© IFW
-
Energieeffizientes NutentiefschleifenDer Nutentiefschliff von Vollhartmetall-Schaftwerkzeugen, mit einem Schleifwerkzeugeingriff von bis zu 4 mm, ist ein entscheidender Schritt in der Herstellung. Dieser Prozess, der die höchsten mechanischen und thermischen Belastungen verursacht, bestimmt maßgeblich die Produktivität und Wirtschaftlichkeit. Die eingeschränkte Zugänglichkeit der Werkzeug-Werkstück-Kontaktzone für den Kühlschmierstoff (KSS) ist eine Herausforderung. Derzeit wird ein hoher KSS-Druck und -Volumenstrom eingesetzt, was jedoch mehr als 30 % des Gesamtenergieaufwands des Schleifprozesses verbraucht. Dies führt zu qualitäts- und produktivitätslimitierenden Werkstückabdrängungen. Hybridbindungen werden verwendet, um eine ausreichende Versorgung der Kontaktzone mit KSS sicherzustellen, jedoch verringert dies die Verschleißbeständigkeit. Die Möglichkeit, metallische Bindungen mit Porenstrukturen zu drucken, könnte den KSS-Bedarf reduzieren und gleichzeitig die Verschleißbeständigkeit verbessern.Leitung: Prof. Dr.-Ing. Berend DenkenaTeam:Jahr: 2023Förderung: Die Zuwendung besteht aus Mittel des Europäischen Fonds für Regionale Entwicklung (EFRE) und des Landes Niedersachsen.Laufzeit: 12/2023 - 12/2025
![]()
![]()














































































Industrie 4.0
-
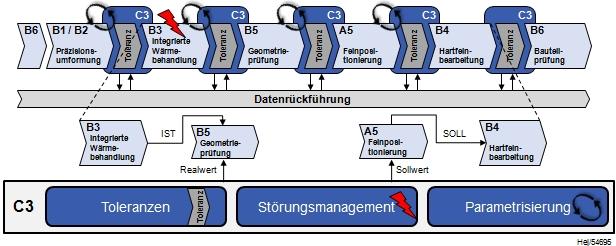
Smart Wheel Set - System zur zustandsorientierten Instandhaltung auf Basis von Bauteilinformationen aus dem Lebenszyklus am Beispiel von SchienenfahrzeugradsätzenDas Ziel des Projektes ist die Entwicklung von Werkzeugen und Verfahren, die eine wirtschaftliche zustandsorientierte Instandhaltung und Instandhaltungsplanung komplexer Investitionsgüter, wie Schienenfahrzeugradsätzen ermöglichen. In diesem Zusammenhang ist es notwendig neuartige Sensoren, Datenübertragungstechnologien und Algorithmen zu erforschen, die in Kombination eine betriebsbegleitenden Erkennung von Bauteilzuständen unter widrigen Umständen ermöglichen. Basierend auf der Kenntnis des Bauteilzustandes soll anschließend eine effiziente Planung der Instandhaltung realisiert werden.Jahr: 2015Förderung: Zentrales Innovationsprogramm Mittelstand (ZIM), Bundesministerium für Wirtschaft und Energie (BMWi)Laufzeit: 01.12.2014 – 31.10.2016
![]()
![]()
-
Betriebsbegleitende, operative Planung von Produktion und InstandhaltungDas Ziel des Transferprojekts „Betriebsbegleitende, operative Planung von Produktion und Instandhaltung „ ist die Verwertung eines simulationsgestützten Planungsansatzes für die Verknüpfung der Produktions- und Instandhaltungsplanung, um die wesentliche Grundlage für eine effiziente und betriebsbegleitende Anwendung für eine Vielzahl von Unternehmen zu erreichen. Hierfür soll der bestehende Planungsansatz um Methoden zur Selbstparametrierung sowie zum Anlernen von ablauforientierten Simulationsmodellen basierend auf Daten von BDE-/MDE-Systemen (z. B. bei stochastischen Daten) erweitert werden. Darüber hinaus gilt es, geeignete Feedback-Schleifen zum rechtzeitigen Erkennen einer nicht mehr ausreichenden Modellgüte zu entwickeln. Diese Aspekte bilden die Grundlage zur zeiteffizienten Modellerstellung und -pflege und dem betriebsbegleitenden Einsatz in der Praxis.Jahr: 2015Förderung: DFGLaufzeit: 01.04.2015 - 31.03.2017
![]()
![]()
-
KomPEP - Kompetenzorientierte Personalplanung in der Fertigung produzierender KMU mittels MESDie Personalplanung hat das Ziel, die Wettbewerbsfähigkeit eines Unternehmens durch die anforderungsgerechte Qualifizierung der Mitarbeiter langfristig zu sichern. Die Fertigungsplanung greift hingegen kurzfristig auf die gegebenen Ressourcen zurück, um unter anderem Fertigungskosten und -zeiten zu reduzieren und die Qualität zu steigern. Die getrennte Betrachtung auf Unternehmens- bzw. Fertigungsebene führt in der Folge oftmals zu einem Spannungsfeld zwischen der langfristig ausgerichteten Personalentwicklung und dem kurzfristigen Streben nach Produktivitätssteigerungen in der Fertigung. Das Ziel des Projekts ist die Überführung der bisher erarbeiteten Erkenntnisse zum integrierten technologie- und kompetenzorientierten Planungsansatz in ein industrielles Anwendungsszenario. Dazu ist es erforderlich, den bisherigen Planungsansatz um die Berücksichtigung von Methoden-, Sozial- und Selbstkompetenzen, Formen der Gruppenarbeit und Weiterbildungsmaßnahmen zu einer kompetenzorientierten Fertigungs- und Personalplanungsmethodik zu erweitern. Des Weiteren ist die Integration dieser Fertigungs- und Personalplanungsmethodik in ein MES zur industriellen Anwendung in KMU angestrebt.Jahr: 2016Förderung: DFGLaufzeit: 01.04.2016 - 31.03.2018
![]()
![]()
-
KaPro – Dynamische Kapazitätsplanung und -steuerung in produzierenden KMUDas Forschungsprojekt zur dynamischen Kapazitätsplanung und -steuerung in produzierenden KMU (KaPro) wird gefördert durch das Bundesministerium für Bildung und Forschung (BMBF) und ist Teil der Förderung der Initiative KMU Innovativ. Das Ziel des Forschungsprojektes KaPro ist die Entwicklung eines Assistenzsystems zur kapazitätsbasierten Produktionsplanung und -steuerung, das sowohl langfristig den kapazitätsbedarf der Produktionsressourcen prognostiziert und entsprechend vorhält, als auch kurzfristige Abweichungen reguliert. Die Steuerung von Produktionskapazitäten soll in Abhängigkeit der prognostizierten Nachfrage über eine dynamische Anpassung von Angebotspreisen automatisiert erfolgen. Das Assistenzsystem soll durch ein Add-In eines bestehenden ERP/MES Programms prototypisch umgesetzt werden.Jahr: 2016Förderung: Bundesministerium für Bildung und Forschung (BMBF)Laufzeit: 01.04.2016 - 31.03.2018
![]()
![]()
-
Industrieforum „Kompetenzen in der Fertigungstechnik“Ziel dieses Projekts ist der Aufbau des Industrieforums „Kompetenzen in der Fertigungstechnik“. Die Förderung des Projekts erfolgt durch die Region Hannover. Das Industrieforum stellt einen Zusammenschluss aus vornehmlich kleinen und mittleren Unternehmen des produzierenden Gewerbes und dem IFW dar. Innerhalb des Forums werden Methoden im Bereich des Kompetenz- und Wissensmanagement entwickelt und in den beteiligten Unternehmen umgesetzt. Durch das Industrieforum wird es den Mitgliedsunternehmen ermöglicht, ihre Mitarbeiter im Kontext der zunehmenden Digitalisierung der Fertigung gezielt zu fördern und zu unterstützen. Zentrale Themen sind hierbei die effektive Aufnahme, Speicherung und Weitergabe von Wissen innerhalb des Unternehmens, Personalplanung, E-Learning sowie Methoden der Weiterbildungsbewertung.Jahr: 2017Förderung: Region HannoverLaufzeit: 01.01.2017 - 31.12.2019
![]()
![]()
-
SAPA – Entwicklung einer Methode für die simulationsbasierte Kosten-Nutzen-Analyse von WeiterbildungsmaßnahmenKompetenzen der Mitarbeitenden rücken für Unternehmen in Zeiten der Digitalisierung und des Fachkräftemangels deutlich stärker in den Fokus. Personal, das für aktuelle und zukünftige Unternehmensherausforderungen passend qualifiziert ist, trägt wesentlich zum Unternehmenserfolg bei. Wenn benötigtes Know How jedoch nicht über Neueinstellungen ins Unternehmen geholt werden kann, werden Weiterbildungen genutzt, um die bestehenden Arbeitskräfte entsprechend zu qualifizieren. Eine Wirtschaftlichkeitsbetrachtung der Weiterbildungen ist für die Unternehmen allerdings nicht durchführbar, da lediglich die Kosten, nicht aber der Nutzen der Weiterbildungen bekannt sind. Für eine Gegenüberstellung in einer Kosten-Nutzen-Analyse muss der Effekt der Weiterbildung monetär messbar gemacht werden. Im Forschungsprojekt SAPA wird eine simulationsbasierte Kosten-Nutzen-Betrachtung von Weiterbildungsmaßnahmen angestrebt, die zu einer optimalen Weiterbildungsstrategie für Unternehmen führen soll. Das Forschungsvorhaben wird gemeinsam mit dem Institut für Berufspädagogik und Erwachsenenbildung (ifBE) durchgeführt.Jahr: 2017Förderung: DFGLaufzeit: 01.01.2017-31.12.2018
![]()
![]()






Maschinen und Steuerungen
-
Prozessregelung bei der Radsatzbearbeitung (PRORAD)Unterschiedliche Belastungshistorien von Eisenbahnrädern führen zu hoher Varianz der Materialeigenschaften in der Lauffläche und erschweren so eine allgemeine Parametrierung des Zerspanprozesses sowie die Umsetzung einer robusten Prozessüberwachung in der Aufarbeitung. Die online Messung der Materialeigenschaften mithilfe eines Barkhausenrauschen-Analyse Systems soll es deshalb ermöglichen, für jedes Einzelstück individuell passende Bearbeitungsparameter festzulegen. Mithilfe einer ergänzenden Messung und simultanen Echtzeitverarbeitung der Körperschallemission am Werkzeug wird die Prozessregelung und -überwachung weiter verbessert.Leitung: Prof. Dr.-Ing. DenkenaTeam:Jahr: 2018Förderung: ZIMLaufzeit: 03/18 - 08/20
![]()
![]()
-
„Vi-Spann“ – Verfahren für die virtuelle Spannplanung in der ArbeitsvorbereitungSpannelemente stellen bei der spanenden Bearbeitung mit Werkzeugmaschinen den Kraftschluss zwischen Werkstück und Maschine her. Für einen sicheren Bearbeitungsprozess muss die Spannkraft die Bearbeitungskraft um ein Vielfaches übersteigen. Mittels einer geeigneten Wahl der Auflage- und Spannstellen muss verhindert werden, dass statischen und dynamische Verformungen des Werkstückes und der Spannvorrichtung während der Bearbeitung auftreten. Die Auswahl geeigneter Spannmittel stellt für produzierende Unternehmen aufgrund dieser Problemstellung eine große Herausforderung dar. Daher wird in diesem Projekt eine Software entwickelt, die KMU unterstützen soll, die für ihre Anwendung passenden Spannmittel auszuwählen und eine Spannvorrichtung bereits vor ihrem Einsatz virtuell auf ihre Eignung zu beurteilen. Somit werden Ressourcen, Zeit und Kosten eingespart.Leitung: Michael SchächingerJahr: 2018Förderung: AiF IGFLaufzeit: 10/2018 – 12/2020
![]()
![]()
-
Antriebsstrang 2025Energieeffiziente Prozessketten zur Herstellung eines reibungs- gewichts- und lebensdaueroptimierten AntriebsstrangsLeitung: Dr.–Ing. Benjamin BergmannTeam:Jahr: 2018Förderung: Bundesministerium für Wirtschaft und KlimaschutzLaufzeit: 09/2018-02/2022
![]()
![]() © IFW
© IFW
-
Hydrostatisch gelagerter Pinolendirektantrieb für DrehmaschinenIn der modernen Fertigungstechnik gewinnen Mehrkoordinatenantriebe zunehmend an Bedeutung. Durch ihren Einsatz kann die zu bewegende Masse reduziert- und somit die Dynamik erhöht werden. Im Projekt Hydrostatisch gelagerter Pinolendirektantrieb für Drehmaschinen am Institut für Fertigungstechnik und Werkzeugmaschinen (IFW) wird ein direktangetriebener Mehrkoordinatenantrieb entwickelt, der eine rotatorische und translatorische Bewegung ausführen kann. In Kooperation mit der GILDEMEISTER Drehmaschinen GmbH und Franz Kessler GmbH soll so eine neuartige Antriebseinheit mit zwei Freiheitsgraden entstehen.Leitung: Prof. Dr.-Ing. Berend DenkenaTeam:Jahr: 2019Förderung: DFGLaufzeit: 07/2019-12/2021
![]()
![]() © Patrick Ahlborn/ IFW
© Patrick Ahlborn/ IFW
-
Entwicklung einer kraftbasierten elektrischen Vorschubeinheit und Prozessüberwachung für mobile SeilsägenDas mobile Seilschleifen ist ein weit verbreitetes Verfahren zum Trennen großvolumiger Bauteil. Anwendung findet das Verfahren im Bereich der Bauindustrie, dem Rückbau und in der Natursteingewinnung. Die Produktivität und die Prozesssicherheit werden heutzutage ausschließlich durch das Erfahrungswissen des Maschinenbedieners bestimmt. So können bspw. Prozessfehler, wie das Aufschieben von Schneidperlen oder exzentrisch verschlissene Schneidperlen, nur manuell während Prozessunterbrechungen durch den Maschinenbediener identifiziert werden. Entsprechend ist das Ziel des Forschungsprojektes die Entwicklung einer Prozessüberwachung für das mobile Seilschleifen. Hierzu werden unteranderem für das Seilschleifen neuartige Messsysteme entwickelt.Leitung: Prof. Dr.-Ing. Berend DenkenaTeam:Jahr: 2019Förderung: ZIMLaufzeit: 06/2019-11/2021
![]()
![]() © IFW, Rahner
© IFW, Rahner
-
Cyberphysisches 4-Backen-Drehspannfutter mit elektrischer Kraftbetätigung (CyberChuck)Ziel des Projekts CyberChuck ist die erstmalige Entwicklung, Erforschung und Demonstration eines zentrisch ausgleichenden 4-Backen-Kraftspannfutters mit integrierter elektrischer Kraftbetätigung zur prozessparallelen Bestimmung und Regelung der Spannkraft. Das Kraftspannfutter wird dadurch zu einer Informationsquelle innerhalb vernetzter ProduktionssystemeLeitung: Prof. Dr.-Ing. Berend DenkenaTeam:Jahr: 2019Förderung: Dieses Forschungsprojekt wird mit Mitteln des Bundesministeriums für Bildung und Forschung (BMBF) im Programm „KMU-innovativ: Produktionsforschung“ gefördert und vom Projektträger Karlsruhe (PTKA) betreut.Laufzeit: 11/2019-10/2021
![]()
![]()
-
Erfassung und Bewertung von Fertigungsfehlern in dünnwandigen Kohlenstofffaser-VerbundstrukturenDas Ziel des Forschungsprojekts ist es bereits während des AFP Prozesses, Auswirkungen von auftretenden Fertigungsfehlern im später ausgehärteten CFK-Bauteil durch eine prozessbegleitende strukturmechanische Bewertung erheben zu können. Die neu gewonnene Kenntnis über die Beeinflussung von Fehlern liefert im Herstellungsprozess eine bisher nicht dagewesene Entscheidungsgrundlage über die Art und Notwendigkeit von Korrekturmaßnahmen. Damit ist es im Vergleich zu konventionellen Methoden der zerstörungsfreien Fehleranalytik möglich, den Fehlernachweis im Fertigungsprozess zu erbringen und nicht erst im Anschluss an die Bauteilfertigung. Im Ergebnis führt dies zu einer signifikanten Verbesserung von Produktivität und Prozesssicherheit der AFP-Technologie sowie einer Effizienzsteigerung entlang der gesamten AFP-Prozesskette.Leitung: Prof. Dr.-Ing. P.Horst; Prof. Dr.-Ing. B. DenkenaTeam:Jahr: 2019Förderung: DFGLaufzeit: 05/2019 – 02/2021
![]()
![]() © IFW
© IFW
-
Abdrängungskompensation auf der Basis von AntriebsströmenDurch hohe Prozesskräfte kommt es beim Fräsen zu einer Abdrängung des Werkzeugs. Das Ziel dieses Projektes ist es, die resultierende Formabweichung des Werkstücks basierend auf den Antriebssignalen eines 5-Achs Fräszentrums zu kompensieren. Dazu wird ein echtzeitfähiges Modell entwickelt, welches die Prozesskräfte aus den Antriebsströmen rekonstruiert. Die Parametrierung des Modells erfolgt über eine autonome Parameteridentifikation. Zusätzlich wird ein Zyklus implementiert, um die Steifigkeit des Werkzeugs zu bestimmen. Über Kraft und Steifigkeit wird anschließend die Abdrängung berechnet und mittels einer Prozessregelung minimiert.Leitung: Prof. Dr.-Ing. Berend DenkenaTeam:Jahr: 2019Förderung: DFGLaufzeit: 01/2019-03/2021
![]()
![]() © IFW
© IFW
-
SFB 1153 - B5: Maschinentechnologien für die produktive, spanende Bearbeitung von hybriden BauteilenIm Teilprojekt B5 werden Methoden erforscht die Prozessfähigkeit und Prozesssicherheit bei der Zerspanung hybrider Bauteile zu gewährleisten, die durch Fertigungsvarianzen vorgelagerter Prozesse beeinflusst werden. Dazu werden Prozessinformationen fertigungsübergreifend verknüpft und Methoden erforscht, die bauteilspezifische Fertigungsvarianzen detektieren und den vorgelagerten Prozessen zugeordnet. Ferner werden Ansätze des maschinellen Lernens erforscht, um die Prozesssicherheit bei einer werkstoffgerechten Zerspanung zu gewährleisten. Ebenfalls wird untersucht, wie der Einfluss einer variierenden Informationsqualität auf die entwickelten Modelle reduziert werden kann.Leitung: Prof. Dr.-Ing. Berend DenkenaJahr: 2019Förderung: DFGLaufzeit: 07/2019-06/2023
![]()
![]()
-
SFB871 TPSDer Systemdemonstrator fasst die erforschten Technologien in einer real aufgebauten Prozesskette zusammen. Hierbei wird die Umsetzbarkeit einer zustandsbasierten Regeneration von komplexen Investitionsgütern demonstriert. Das aufgebaute System dient des Weiteren als Plattform zum anwendungsnahen Transfer der Technologien in die Wirtschaft.Leitung: Prof. Dr.-Ing. Berend Denkena ,Prof. Dr.-Ing. Jörg SeumeTeam:Jahr: 2019Förderung: DFGLaufzeit: 01/2019-06/2022
![]()
![]()
-
Teilautonome Fertigungszelle für orthopädische ImplantateIm Projekt TempoPlant wird eine teilautonome Fertigungszelle zur wirtschaftlichen Herstellung von individualisierten Produkten am Beispiel von Dentalbrücken und orthopädischen Implantaten erforscht. Dadurch soll eine drastische Reduzierung der manuellen Arbeits- und Dokumentationsschritte erreicht werden.Leitung: Maruan Shanib (DMG Mori Digital)Team:Jahr: 2019Förderung: BMBFLaufzeit: 01.05.2019 – 31.12.2022
![]()
![]()
-
Exzellenzcluster PhoenixD – Design und Herstellung von PräzisionsoptikDie Anforderungen an optische Elemente nehmen stetig zu. Die Herstellung eines individuellen und hochfunktionalen optischen Elements ist nach heutigem Stand der Technik aufwendig und komplex. Die mehrstufigen Produktionsmethoden werden häufig durch Handarbeit in Verbindung mit hohen Kosten realisiert. Aus diesem Grund versuchen die Wissenschaftler des Exzellenzclusters „PhoenixD“, als eine Initiative, Design und Herstellung von Präzisionsoptiken neu zu definieren Das IFW erforscht die Additive/Subtraktive Fertigung, Simulationsbasierte Prozessplanung und Feinpositioniersysteme, die in der visionären Produktion von Präzionsoptik realisiert werden.Leitung: Prof. Dr.-Ing. DenkenaTeam:Jahr: 2019Förderung: DFGLaufzeit: 01/20219 - 12/2022
![]()
![]() © IFW
© IFW
-
Prozesssicherheit und Produktivität beim BTA TiefbohrenReduzierung des Mittenverlaufs um 40 %, eine signifikante Schwingungsdämpfung und damit eine Erweiterung der Prozessgrenzen sowie eine Steigerung der Produktivität um 20 %. Das sind die Ziele, die mit dem ZIM-geförderten Kooperationsprojekt „Entwicklung eines Dämpfer-Abstützt-Moduls zur Erhöhung der Produktivität und Prozesssicherheit für das BTA-Tiefbohren“, kurz „DAMPP“, angestrebt werden. Gemeinsam mit dem Projektpartner BTA-Tiefbohrsysteme aus Achim wird am IFW an einem neuartigen Werkzeugkonzept für das BTA-Tiefbohren geforscht.Leitung: Prof. Dr. Ing. Berend DenkenaTeam:Jahr: 2020Förderung: ZiMLaufzeit: 09/2020-10/2022
![]()
![]() © BTA-Tiefbohrsysteme GmbH, Achim
© BTA-Tiefbohrsysteme GmbH, Achim
-
Prozessüberwachtes und geregeltes mechanisches Festwalzen (ProMeFe)Zur Erhöhung der Bauteillebensdauer werden Bauteile häufig mit einem Festwalzprozess nachbearbeitet. Mechanische Festwalzprozesse sind dabei aktuell noch nicht überwachbar und können daher nicht automatisiert werden. Eine nachträgliche Überprüfung der Bauteileigenschaften ist ohne zerstörende Werkstoffprüfung nicht möglich. Daher wird in dem Projekt ProMeFe ein mechanisches Festwalzwerkzeug mit Sensorik zur Walzkraftüberwachung und -regelung entwickelt. Ziel ist die Steigerung der Produktivität, der Prozesssicherheit durch eine Prozessautomatisierung (mannloser Betrieb) und die Realisierung einer Qualitätssicherung.Leitung: Prof. Dr.-Ing. Berend DenkenaTeam:Jahr: 2020Förderung: ZIMLaufzeit: 03/2020-03/2023
![]()
![]() © ECOROLL AG
© ECOROLL AG
-
Entwicklung und Erforschung eines Werkzeugsystems zur Kompensation des MittenverlaufesBeim BTA-Tiefbohren können Bohrungen mit einem Länge-zu-Durchmesser-Verhältnis von mehr als 200 produktiv erzeugt werden. Zur Sicherstellung der Funktionsfähigkeit von Tiefbohrungen müssen diese zusätzlich zu typischen Qualitätsanforderungen (z.B. Durchmessergenauigkeit) einen möglichst geringen Mittenverlauf aufweisen. Der Mittenverlauf ist der Versatz der realen Bohrungsachse von der idealen Bohrungsachse. Das Ziel des Projektes ist es eine Kompensationseinheit zu entwickeln, welche den Mittenverlauf im Prozess erfasst und simultan durch ein aktives Werkzeugsystem korrigiert. Hierzu wird unteranderem ein Messsystem entwickelt.Leitung: Prof. Dr.-Ing. Berend DenkenaTeam:Jahr: 2020Förderung: AIF IGFLaufzeit: 01/2019 – 12/2020
![]()
![]() © Niklas Klages
© Niklas Klages
-
Mobile Technologieplattform für hybride ProzesskettenZiel des beantragten Projekts ist die Weiterentwicklung der mobilen Picum Maschine zur Bearbeitung großer Werkzeugformen mit nur einer Maschine.Leitung: Dr.-Ing. Dominik BrouwerJahr: 2020Förderung: NBankLaufzeit: 01/2020 – 01/2022
![]()
![]() © Picum MT GmbH
© Picum MT GmbH
-
Online Qualitätsüberwachung beim GewindewirbelnDas Gewindewirbeln ist ein Verfahren zur Herstellung von höchstbeanspruchten Gewindespindeln, welche beispielsweise in Hebewerken eingesetzt werden können. Durch den unterbrochenen Schnitt und die daraus resultierende Oberfläche sind die tribologischen Eigenschaften solcher Gewinde erheblich besser als bei anderen Fertigungsverfahren. Im Projekt QUALI-WIRB wird ein Messsystem zur Online-Qualitätsüberwachung entwickelt. Mit dem System wird das Gewinde prozessparallel erfasst und auf Basis der Messdaten wird die Qualität bewertet. Neben der Vermeidung von Ausschuss können hierdurch Abweichungen früher erkannt und beseitigt werden.Leitung: Prof. Dr.-Ing. Berend DenkenaTeam:Jahr: 2020Förderung: ZIMLaufzeit: 07/2020 – 01/2023
![]()
![]() © IFW Klages
© IFW Klages
-
IIP-Ecosphere: Next Level Ecosphere for Intelligent Industrial ProductionDie Vision des Forschungsprojekts „IIP-Ecosphere“ ist es, kleinen und mittelständischen Unternehmen (KMUs) einen möglichst niedrigschwelligen Einstieg für die Nutzung von künstlicher Intelligenz (KI) zu bieten. Dazu wird ein neuartiges KI-Ökosystem aufgebaut, dass einen Innovationssprung im Bereich der Selbstoptimierung der Produktion auf Basis vernetzter, intelligenter, autonomer Systeme zur Steigerung der Produktivität, Flexibilität, Robustheit und Effizienz hervorbringt. Das KI-Ökosystem wird von einer Stakeholder-Community aus Forschung und Wissenschaft gleichermaßen aufgebaut, sodass eine aktive Gestaltung des Ökosystems und eine dauerhafte Mehrwertbildung sichergestellt werden.Leitung: Per SchreiberTeam:Jahr: 2020Förderung: BMWiLaufzeit: 01/2020 bis 09/2023
![]()
![]() © Leibniz Universität Hannover
© Leibniz Universität Hannover
-
Online Abdrängungskompensation und Prozessüberwachung mit einer sensorischen Schleifspindel – „fühlende Spindel“Beim Schleifen der Spannut von Fräsern und Bohrern mit großen Längen-zu-Durchmesser-Verhältnis besteht die Herausforderung darin, dass sich der auskragende Fräser-und Bohrerrohling aufgrund der auftretenden Prozesskräfte beim Tiefschliff durchbiegt. Der Verlagerung wird mit einer abstützenden Lünette entgegengewirkt. Dies führt zu einem verstärkten Rüst- und Einrichtaufwand. Um den Aufwand zu reduzieren, ist das Ziel des Projektes eine online Abdrängungskompensation durch das Messen der Prozesskräfte und das Berechnen der sich ergebenden Verlagerung zu entwickeln und somit den Einsatz einer Lünette zu substituieren. Hierfür wird eine sensorische Spindel zum Erfassen der niedrigen Prozesskräfte und eine simulationsgestützte Kompensation erforscht. Darüberhinaus wird durch das Projekt das weitere Potential für eine Prozessüberwachung beim Schleifen erforscht.Leitung: Prof. Dr.-Ing. Berend DenkenaTeam:Jahr: 2020Förderung: DFGLaufzeit: 04/2020 – 03/2023
![]()
![]() © © Vollmer Werke Maschinenfabrik GmbH
© © Vollmer Werke Maschinenfabrik GmbH
-
Korrelation der Prozesssignale beim Schleifen mit den resultierenden Größen am BauteilUm den hohen individuellen Anforderungen von Bauteilen gerecht zu werden, werden die Fertigungsprozesse kontinuierlich an die Bauteileigenschaften angepasst. Diese individuellen Prozesse können mit einem vertieften Prozessverständnis zu Gunsten der Bauteilqualität gestaltet werden. Moderne Werkzeugmaschinen bieten dabei die Möglichkeit, die Prozesssignale der Maschinensteuerung aufzunehmen und für eine Prozessüberwachung zu nutzen. Bisher ist jedoch nicht bekannt, welche Zusammenhänge zwischen den aufgenommenen Steuerungssignalen und dem Schleifprozess beziehungsweise den Bauteileigenschaften bestehen. In diesem Forschungsprojekt wird daher ein Modell zur Korrelation von den Prozesssignalen und der erzeugten Bauteiloberflächen hergeleitet und darauf aufbauend eine Prozessoptimierung durchgeführt.Leitung: Prof. Dr.-Ing. DenkenaTeam:Jahr: 2020Förderung: DFGLaufzeit: 07/2020 – 06/2022
![]()
![]()
-
Modulares Spannsystem für die mehrseitige Bearbeitung von additiv gefertigten Bauteilen ohne manuelles Umspannen (AllSpann)Im Rahmen des Projektes AllSpann wird ein Spannsystems zur mehrseitigen Bearbeitung von additiv gefertigten Bauteilen entwickelt. Das geplante ALL-seitige SPANNsystem, kurz „AllSpann“, soll zu einem Befähiger werden, um Planungs- und Rüstaufwand beim Spannen geometrisch komplexer Werkstücke erheblich zu reduzieren. Ziel ist es, die Produktivität um mindestens 80 % zu steigern.Leitung: Prof. Dr.-Ing Berend DenkenaTeam:Jahr: 2021Förderung: Dieses Forschungsprojekt wird mit Mitteln des Bundesministeriums für Bildung und Forschung (BMBF) im Programm „KMU-innovativ: Produktionsforschung“ gefördert und vom Projektträger Karlsruhe (PTKA) betreutLaufzeit: 10/2021-09/2023
![]()
![]() © IFW
© IFW
-
VerticalE2E – Vertikal integrierte, nachhaltige End-to-End-FabrikDas Hauptziel des Gesamtvorhabens VerticalE2E ist die Umsetzung einer durchgängigen Digitalisierung auf unterschiedlichen Hierarchieebenen der gesamten Fertigungslinie vom Rohmaterial bis zur Montage. Das IFW beteiligt sich am Forschungsprojekt in den Bereichen Nachhaltigkeit, Prozessüberwachung sowie Qualitätsprüfung. Um die ökologischen Aspekte der geplanten additiv-subtraktiven Prozesskette zu quantifizieren, wird eine energetische Bewertungsmethode entwickelt. Innerhalb der Prozessüberwachung wird ein sensorisches Spannsystem erforscht, mit dem eine werkstückseitige Messung dynamischer Prozesskräfte in Abhängigkeit der Spannsituation erfolgt. Aufbauend darauf erfolgt die Untersuchung einer selbstadaptierenden Qualitätsprüfung, welche durch Kombination von daten- und simulationsbasierten Prüfmodellen zu einem Digitalen Zwilling erfolgt.Leitung: Prof. Berend DenkenaTeam:Jahr: 2021Förderung: NBankLaufzeit: 07/2021-06/2023
![]()
![]() © IFW
© IFW
-
Entwicklung eines Werkzeugspannmechanismus auf Basis eines Formgedächtnislegierungs-AktorsWerkzeugspannsysteme besitzen einen großen Einfluss auf die Präzision und Wirtschaftlichkeit von Zerspanprozessen. In herkömmlichen Systemen werden Tellerfederpakete zur Aufbringung der Spannkraft und zusätzliche Hydraulikzylinder zum Lösen der Spannkraft verwendet. Im Projekt FGL-Spann wird ein Aktorsystem auf Basis von Formgedächtnislegierungen zum Ersatz der Federpakete und Hydraulikeinheit entwickelt und erforscht. Die bidirektional wirkenden Formgedächtnislegierungs-Aktoren sollen die herkömmlichen Tellerfedern und den Hydraulikzylinder ersetzen und eine wesentliche Bauraumminimierung bei gleichzeitiger Einstellbarkeit der Spannkraft und Verschleißminimierung ermöglichen.Leitung: Prof Dr.-Ing. Berend DenkenaTeam:Jahr: 2022Förderung: AifLaufzeit: 10/2022 –01/2025
![]()
![]() © IFW
© IFW
-
Grundlagen eines berührungslosen Aktors mit bidirektionaler Kraftwirkung für den Aufbau von "umgriffsfreien Führungen" von spanenden WerkzeugmaschinenDie Aufgabe einer Führung ist es die Bewegung eines Elements auf Bewegung in einer einzigen Richtung zu beschränken. Führungen werden in Werkzeugmaschinen eingesetzt, um Werkzeuge und Werkstücke präzise zu führen. Im Rahmen dieses Forschungsprojektes wird eine neue reibungslose umgriffsfreie Führung entwickelt, die Unebenheiten in den Führungsflächen aktiv ausgleicht und die Herstellkosten von Führungen deutlich reduziert. Anwendungsgebiet sollen große Werkzeugmaschinen sein.Leitung: Prof. Dr.-Ing. Berend DenkenaTeam:Jahr: 2022Förderung: DFGLaufzeit: 04/2022 – 10/2024
![]()
![]() © IFW
© IFW
-
Entwicklung einer aktiv gedämpften Bohrstange mittels eines gepulsten Kühlschmiermittel-StrahlsDie Schwingungsanfälligkeit und Ratterneigung lang auskragender BS führt zu einer geringeren Produktivität. Im Projekt KSS-Puls wird ein neuartiges System zur Schwingungsreduzierung von lang auskragenden Bohrstangen (BS) entwickelt. Der Markt bietet bislang nur die Optionen zur aktiven Dämpfung dickerer Bohrstangen. Durch die Pulsation des Kühlschmiermittels soll eine platzsparen-de Schwingungsdämpfung erzielt werden, die in Bohrstangen mit 16 mm Durchmesser und weniger verwendet werden kann.Leitung: Prof. Dr.-Ing. Berend DenkenaTeam:Jahr: 2022Förderung: AiF Projekt GmbHLaufzeit: 08/2021-11/2023
![]()
![]() © IFW
© IFW
-
Deformationskontrolle zur Steigerung der Bearbeitungsgenauigkeit bei dünnwandigen WerkstückenBei der Drehbearbeitung wird das Werkstück durch Spannfutter mit drei oder vier Spannbacken in der Werkzeugmaschine fixiert. Bei der Bearbeitung dünnwandiger Werkstücke besteht dabei die Herausforderung, dass durch zu hoch eingestellte Spannkräfte das Werkstück unzulässig hoch deformiert wird. Die Fertigungstoleranz kann folglich nicht oder nur mit hohem Aufwand eingehalten werden. Mit einem neuartigen Spannfutter soll durch eine DEFormationsKONtrolle im Forschungsprojekt „DefCon“ Werkstückdeformationen gemindert und somit die Bearbeitungsgenauigkeit gesteigert werden.Leitung: Prof. Dr.-Ing. Berend DenkenaTeam:Jahr: 2023Förderung: ZIMLaufzeit: 04/2023-05/2025
![]()
![]() © IFW
© IFW
-
Ultrapräzise Positionierung von Werkstücken durch schwebendes FührungssystemIn der Mikroelektronik, Optik, Luft- und Raumfahrt und Medizintechnik werden submikrometergenaue Toleranzen und Oberflächengüten für die Herstellung von Bauteilen und Komponenten gefordert. Daher ist eine Ultrapräzisionsbearbeitung unausweichlich. Die Führungssysteme werden durch Störeffekte wie Reibung und Stick-Slip-Effekte beeinträchtigt. Das DFG-Projekt „Medienfreies und berührungsloses Mehrkoordinaten-Positioniersystem unter Verwendung von Ultraschall-Levitation und Magnetischen Führungen” erforscht ein reibungsfreies Führungssystem, das zur präzisen Führung und Bewegung von Werkstücken und Werkzeugen verwendet wird.Leitung: Prof. Dr.-Ing. Berend DenkenaTeam:Jahr: 2023Förderung: DFGLaufzeit: 07/2023 – 07/2025
![]()
![]()
-
Strukturintegrierte Kraftmesstechnik zur Prozessüberwachung in Schleifmaschinen – „Kraftmaschine“Während der Schleifbearbeitung von Bauteilen können verschiedene Prozesszustände und -fehler wie beispielsweise Werkstückabdrängung, Schleifbrand und Schleifscheibenverschleiß auftreten. Eine frühzeitige Detektion unerwünschter Prozesszustände ist daher entscheidend für eine wirtschaftliche Produktion. Häufig genutzte Überwachungsgrößen sind dabei die Prozesskräfte. Die Kraftrekon-struktion aus Antriebsströmen bietet jedoch keine ausreichende Genauigkeit, sodass externe Sensorik notwendig ist, die einerseits hohe Anschaffungskosten aufweist als auch die Maschineneigenschaften beeinflusst und daher nicht industrietauglich ist. Im Vorhaben „Kraftmaschine“ wird daher eine strukturintegrierte Kraftmesstechnik auf Basis von halbleiterbasierten Dehnungsmessstreifen erforscht. Mit dieser soll die Detektion der Prozesskräfte ohne Beeinflussung der Maschineneigenschaften ermöglicht werden und somit im Zusammenspiel mit Maschinensignalen eine industrietaugliche ermöglichen.Leitung: Prof. Dr.-Ing. Berend DenkenaTeam:Jahr: 2023Förderung: AiFLaufzeit: 10/2023 – 09/2025
![]()
![]()




















































Additive Fertigung
-
Integration additiver Herstellverfahren in die industrielle Prozess-, Fertigungs-, und IT-Kette (PR0F1T)Die additive Fertigung (AM) bietet hohes Potenzial im Bereich der ressourceneffizienten Herstellung komplexer Bauteilgeometrien, insbesondere bei teuren Werkstoffen und kleinen Losgrößen. Diesen Vorteilen stehen allerdings einige Herausforderungen entgegen. So ist die erzielbare Maßhaltigkeit und Oberflächengüte in der Regel nicht ausreichend, sodass eine spanende Nachbearbeitung der Bauteile erforderlich ist. Aufgrund der unterschiedlichen Planungsprozesse und technologischen Randbedingungen in der additiven- bzw. spanenden Fertigung besteht aktuell nur eine unzureichende Kompatibilität der Planungsdaten und es existiert keine durchgängige Entwicklungskette. Im vom BMBF geförderten Verbundprojekt Projekt PR0F1T werden Lösungen für diese Herausforderungen erarbeitet.Jahr: 2018Förderung: BMBFLaufzeit: 01.01.2017 - 31.12.2019
![]()
![]()
-
Erforschung der Eignung additiv gefertigter Komponenten für den Einsatz in Werkzeugmaschinen am Beispiel einer Hauptspindel (Add-Spin)Additive Fertigungsverfahren (AF) haben in den vergangenen Jahren stark an Bedeutung gewonnen. Der Einsatz von AF bietet die Möglichkeit, individuelle, funktionsgerechtere Bauteile mit minimalem Materialeinsatz zu fertigen, die mithilfe herkömmlicher Fertigungsverfahren nicht oder nur mit großem Aufwand zu fertigen sind.Jahr: 2019Förderung: AiF IGFLaufzeit: 01/2019-12/2020
![]()
![]()




Produktionssysteme
-
SFB871 – C1: „Simulationsbasierte Prozessauslegung spanender Rekonturierungstechnologien“Im Teilprojekt C1 („Simulationsbasierte Prozessauslegung spanender Rekonturierungstechnologien“) des SFB871 werden am Beispiel von Triebwerksschaufeln die spanende Rekonturierung und ihr Einfluss auf die Oberflächenqualität sowie die Eigenspannung in der Randzone untersucht. Ziel ist es Bearbeitungsregeln zur gezielten Einstellung der zerspanungsbedingten Bauteilbeeinflussung aufstellen und eine bauteilindividuelle NC-Prozessplanung vorzunehmen.Team:Jahr: 2012Förderung: DFG-FörderungLaufzeit: 01/2014 – 12/2021
![]()
![]()
-
DigiTwin – Effiziente Erstellung eines digitalen Zwillings der FertigungPer Scan und anschließender Objekterkennung automatisiert zum SimulationsmodellLeitung: Markus Sommer (isb GmbH)Team:Jahr: 2018Förderung: KMU Innovativ: Dienstleistungsforschung (BMBF)Laufzeit: 12/2018-11/2020
![]()
![]() © Stobrawa
© Stobrawa
-
Digitale Bildungsmedien als Beitrag zur Öffnung von Hochschulen (OpenDigiMedia)Unter dem Namen OpenDigiMedia wird Interessierten eine Online-Lernplattform rund um das Thema Digitalisierung in der Produktion bereitgestellt. Angeboten werden freie Kurse und Materialien, wie Grafiken, Texte und Videos über neue Technologien der Digitalisierung und ihre Einsatzmöglichkeiten. Gefördert wird das Projekt der Leibniz Universität Hannover und der Agentur für Erwachsenen- und Weiterbildung vom Land Niedersachsen und dem Europäischen Sozialfond.Leitung: Prof. Dr. Steffi RobakTeam:Jahr: 2018Förderung: Europäischer Sozialfonds (ESF) und MWKLaufzeit: 08/2018 - 07/2020
![]()
![]() © OpenDigiMedia
© OpenDigiMedia
-
Antriebsstrang 2025Energieeffiziente Prozessketten zur Herstellung eines reibungs- gewichts- und lebensdaueroptimierten AntriebsstrangsLeitung: Dr.–Ing. Benjamin BergmannTeam:Jahr: 2018Förderung: Bundesministerium für Wirtschaft und KlimaschutzLaufzeit: 09/2018-02/2022
![]()
![]() © IFW
© IFW
-
SFB 653 - Transferprojekt T13 „Wissensbasierte Prozessfeinplanung auf Grundlage von Vergangenheitsdaten“Trotz großer Weiterentwicklungen im Bereich der Datenaufnahme und -analyse wird insbesondere bei Drehprozessen die Prozessfeinplanung oft manuell auf Grundlage der Erfahrung des jeweiligen Maschinenbedieners durchgeführt. Hierdurch wird die Flexibilität der Fertigung aufgrund der Abhängigkeit von erfahrenem Personal reduziert. Hinzu kommt eine eingeschränkte Nutzung des insgesamt verfügbaren Erfahrungswissens aufgrund verschiedener Maschinenbediener sowie einer eingeschränkten Dokumentation der Prozesse. Aus diesen Gründen wird im Transferprojekt T13 des Sonderforschungsbereichs 653 eine Methode für die wissensbasierte Prozessfeinplanung entwickelt und transferiert. Diese ermöglicht das automatisierte Bestimmen und Optimieren von Prozessstellgrößen basierend auf den Prozessdaten vergangener Bearbeitungsprozesse.Leitung: Prof. Dr.-Ing. Berend DenkenaTeam:Jahr: 2018Förderung: DFGLaufzeit: 01/2018 – 12/2019
![]()
![]() © Scd/79594 © IFW
© Scd/79594 © IFW
-
ReTool 2 - Verfahren zur Regeneration verschlissener Fräswerkzeuge durch UmschleifenIm Rahmen des Vorhabens ReTool 2 soll ein ökologisch und ökonomisch effizientes Verfahren zur regenerativen Fertigung verschlissener Vollhartmetall (VHM)-Fräswerkzeuge entwickelt werden. Dieses beruht auf einer direkten Wiederverwendung verschlissener Fräswerkzeuge, die nicht mehr nachgeschliffen werden können. Die verschlissenen Werkzeuge werden als Rohlinge für Neuwerkzeuge eines kleineren Durchmessers verwendet. Bei der Herstellung der Werkzeuge entfällt damit der energieintensive Sinter- bzw. Recyclingprozess von Hartmetall. Ziel dieses Projekts ist es, das Werkzeug-Regenerationsverfahren gemeinsam mit dem Unternehmen Wulf Schleiftechnik GmbH zur Marktreife zu entwickeln.Leitung: Marcel WichmannTeam:Jahr: 2018Förderung: EFRE - Europäischer Fond für regionale EntwicklungLaufzeit: 06/2018-12/2020
![]()
![]() © IFW - Marcel Wichmann
© IFW - Marcel Wichmann
-
SPP 2086: Prozesssichere Einstellung von Randzoneneigenschaften bei der spanenden Bearbeitung hochfester und duktiler Stähle mit einem lernfähigen FertigungssystemLeitung: apl. Prof. Dr. rer. nat. habil. Bernd BreidensteinTeam:Jahr: 2018Förderung: DFGLaufzeit: 07/2018-06/2021
![]()
![]() © wbk Institut für Produktionstechnik (KIT)
© wbk Institut für Produktionstechnik (KIT)
-
Lokalisierungs- und Kommunikationssystem zur betriebsbegleitenden Fertigungsplanung und -steuerungZur Verbesserung der Planungsdatenbasis und der Produktion von Bauteilen soll ein neuartiges drahtloses Lokalisierungs-, Kommunikations- und Prozessleitsystem unter Verwendung von Positions-, Betriebs- und Maschinendaten entwickelt werden. Dieses soll die Bauteile in den jeweiligen Transportcontainern jederzeit in der Fertigungshalle orten. Durch die im Projekt angestrebte technische Innovation des zu entwickelnden Systems wird eine deutlich verbesserte Informationsgrundlage erreicht, die bessere Planungsentscheidungen in der Fertigung ermöglicht. Dies kann beispielsweise darin resultieren, dass ausgehend vom aktuellen Planungszustand betriebsbegleitend eine kostengünstigere Alternativroute durch die Fertigung ermittelt wird.Team:Jahr: 2019Förderung: AifLaufzeit: 12/2019-03/2022
![]()
![]() © Daniel Arnold
© Daniel Arnold
-
Teilautonome Fertigungszelle für orthopädische ImplantateIm Projekt TempoPlant wird eine teilautonome Fertigungszelle zur wirtschaftlichen Herstellung von individualisierten Produkten am Beispiel von Dentalbrücken und orthopädischen Implantaten erforscht. Dadurch soll eine drastische Reduzierung der manuellen Arbeits- und Dokumentationsschritte erreicht werden.Leitung: Maruan Shanib (DMG Mori Digital)Team:Jahr: 2019Förderung: BMBFLaufzeit: 01.05.2019 – 31.12.2022
![]()
![]()
-
Zukunftslabor ProduktionZur prozess- und unternehmensübergreifenden Verkürzung der Produktionsabläufe in der Druckgussindustrie bestehen große Optimierungspotenziale. Diese betreffen eine Erhöhung der Datentransparenz zwischen den Prozessmodellen in der digitalen Fertigungskette und der realen Fertigungsebene. Dazu ist eine prozesskettenspezifische Gestaltung der Datendurchgängigkeit und Datenkonsistenz notwendig. Das Ziel des Verbundvorhabens ist die selbstständige Optimierung von Fertigungsverfahren und Produktionsabläufen durch das Schließen der digitalen Prozesskette am Beispiel der Druckgussindustrie.Leitung: Lukas StürenburgTeam:Jahr: 2019Förderung: Niedersächsisches Ministerium für Wissenschaft und Kultur, Volkswagen StiftungLaufzeit: 10.2019 – 09.2024
![]()
![]() © zdin
© zdin
-
JobTRADE – Assistenzsystem zum unternehmensübergreifenden Handel von ProduktionskapazitätenDer wirtschaftliche Erfolg von KMU in der Lohn- bzw. Auftragsfertigung liegt neben einem effizienten Auftragsvergabeprozess in einer hohen Auslastung der Fertigungsressourcen und dem Einhalten der Liefertermine. Da die Informationsbeschaffung zur Erstellung von Angeboten mit einem hohen manuellen Aufwand verbunden ist, wird im Projekt in Zusammenarbeit mit der Fauser AG eine unternehmensübergreifende Handelsplattform für Aufträge und Kapazitäten von Lohnfertigern entwickelt. Die Prüfung der technischen und terminlichen Machbarkeit eines Auftrags soll die potenziellen Produzenten identifizieren und anschließend teilautomatisiert kalkulierte Angebotspreise übermitteln. Dies kann den Anteil der nicht wertschöpfenden Arbeitszeit deutlich reduzieren.Leitung: Simon SettnikTeam:Jahr: 2019Förderung: NBankLaufzeit: 08/2019-08/2021
![]()
![]() © Fauser AG
© Fauser AG
-
Exzellenzcluster PhoenixD – Design und Herstellung von PräzisionsoptikDie Anforderungen an optische Elemente nehmen stetig zu. Die Herstellung eines individuellen und hochfunktionalen optischen Elements ist nach heutigem Stand der Technik aufwendig und komplex. Die mehrstufigen Produktionsmethoden werden häufig durch Handarbeit in Verbindung mit hohen Kosten realisiert. Aus diesem Grund versuchen die Wissenschaftler des Exzellenzclusters „PhoenixD“, als eine Initiative, Design und Herstellung von Präzisionsoptiken neu zu definieren Das IFW erforscht die Additive/Subtraktive Fertigung, Simulationsbasierte Prozessplanung und Feinpositioniersysteme, die in der visionären Produktion von Präzionsoptik realisiert werden.Leitung: Prof. Dr.-Ing. DenkenaTeam:Jahr: 2019Förderung: DFGLaufzeit: 01/20219 - 12/2022
![]()
![]() © IFW
© IFW
-
Adaptive Prozessplanung für das Entgraten von StrukturbauteilenIn Zusammenarbeit mit dem Unternehmen SWMS wird an einer Lösung zur vollständigen Automatisierung des Entgratprozesses geforscht. Dabei wird eine adaptive Prozessplanung als Ansatz verfolgt. Im Speziellen erfolgt dabei eine automatische Gratdetektion mittels optischer Messtechnik. Zur Sensorwegplanung wird die Durch Anwendung Die somit erhaltene Expertise wird durch einen Soll-Ist-Vergleich für die adaptive CAD/CAM-Planung appliziert, um hinreichend genau und zeitoptimal den Entgratprozess zu automatisieren.Leitung: Prof. Dr.-Ing. Berend DenkenaTeam:Jahr: 2020Förderung: ZIM – BMWiLaufzeit: 09/2020-08/2022
![]()
![]() © IFW, Klaas Heide
© IFW, Klaas Heide
-
Selbstoptimierende dezentrale Fertigungssteuerung (SelF)Die Steuerung einer Werkstattfertigung ist von einer hohen Komplexität geprägt. Durch den Einsatz von Multiagentensystemen kann die Entscheidungsfindung dezentral gestaltet und damit die Komplexität reduziert werden. Dabei werden die Steuerungsentscheidungen allerdings ausschließlich basierend auf den dezentral verfügbaren Daten getroffen. Das globale Systemverhalten der Fertigung wird nicht berücksichtigt. Durch die Integration von Methoden des bestärkenden Lernens kann die dezentrale Entscheidungsfindung unter Berücksichtigung globaler Fertigungskennzahlen optimiert werden. In diesem Projekt wird daher eine agentenbasierte Fertigungssteuerung mittels Deep Q-Learning entwickelt und erforscht.Leitung: Prof. Dr.-Ing. Berend DenkenaTeam:Jahr: 2020Förderung: DFGLaufzeit: 01/2020-06/2022
![]()
![]()
-
IIP-Ecosphere: Next Level Ecosphere for Intelligent Industrial ProductionDie Vision des Forschungsprojekts „IIP-Ecosphere“ ist es, kleinen und mittelständischen Unternehmen (KMUs) einen möglichst niedrigschwelligen Einstieg für die Nutzung von künstlicher Intelligenz (KI) zu bieten. Dazu wird ein neuartiges KI-Ökosystem aufgebaut, dass einen Innovationssprung im Bereich der Selbstoptimierung der Produktion auf Basis vernetzter, intelligenter, autonomer Systeme zur Steigerung der Produktivität, Flexibilität, Robustheit und Effizienz hervorbringt. Das KI-Ökosystem wird von einer Stakeholder-Community aus Forschung und Wissenschaft gleichermaßen aufgebaut, sodass eine aktive Gestaltung des Ökosystems und eine dauerhafte Mehrwertbildung sichergestellt werden.Leitung: Per SchreiberTeam:Jahr: 2020Förderung: BMWiLaufzeit: 01/2020 bis 09/2023
![]()
![]() © Leibniz Universität Hannover
© Leibniz Universität Hannover
-
Richtig Planen: Robuste Produktion mit zufriedenem ArbeitspersonalWie können Algorithmen eine robuste Produktion und das Berücksichtigen personenbezogener Ziele ermöglichen? Welche Potenziale und Möglichkeiten bietet die Förderung der Mitarbeiterzufriedenheit Unternehmen? Dies sind Fragen, die Wissenschaftlerinnen und Wissenschaftler des Instituts für Fertigungstechnik und Werkzeugmaschinen (IFW) der Leibniz Universität Hannover im von der Deutschen Forschungsgemeinschaft (DFG) geförderten Projekt „Multikriterielle Personaleinsatzplanung unter Berücksichtigung der Robustheit von Produktionssystemen“ (MultiPEP) beantworten wollen. „Wir wollen zeigen, dass die individuellen Ziele der Beschäftigten Teil einer robusten Produktion sein können und nicht konträr zu den Unternehmenszielen stehen“, erläutert Projektmitarbeiterin Gina Vibora Münch.Leitung: Prof. Dr.-Ing. Berend DenkenaTeam:Jahr: 2020Förderung: DFGLaufzeit: 6/2020 – 12/2022
![]()
![]() © IFW
© IFW
-
SFB 871 TP4: Automatisierte Rekonturierung von Fan BladesDer Sonderforschungsbereich (SFB) 871 „Regeneration komplexer Investitionsgüter“ erforscht seit 2010 die wissenschaftlichen Grundlagen der Regeneration am Beispiel von Flugzeugtriebwerken. Im Rahmen des Transferprojektes 4 werden die Erkenntnisse aus dem SFB 871 hinsichtlich der automatisierten Planung der Rekonturierung von Verdichterschaufeln unter Berücksichtigung einer individuellen Soll-Gestalt auf die Rekonturierung von Fan Blades übertragen. Der Schwerpunkt liegt dabei auf der Ermittlung einer individuellen Soll-Gestalt, der automatisierten Anpassung des Werkzeugwegs unter Berücksichtigung des lokalen Aufmaßes sowie der Übertragung des geometrischen Simulationsmodells. Mit diesem Werkzeug wird der Einfluss von Prozessstellgrößen auf die Maßhaltigkeit ermittelt. Dazu werden die simulierten Prozesskenngrößen innerhalb einer Versuchsreihe mit der real erzeugte Ist-Gestalt verglichen. Hieraus erfolgt ein Regelwerk für die Rekonturierung welches in Verbindung mit dem automatisierten Planungsalgorithmus in den aktuellen Reparaturprozess integriert wird.Leitung: Prof. Dr.-Ing. Berend DenkenaTeam:Jahr: 2020Förderung: DFGLaufzeit: 05/2019 - 11/2021
![]()
![]() © IFW
© IFW
-
Learn WZS - Lernende Prozessadaption für das WerkzeugschleifenKomplexere Prozesse und anspruchsvollere Werkstücke erfordern eine immer intensivere Prozessvorbereitung, wodurch zusätzliche Ressourcen gebunden werden. Dieser Tatsache stellt das Projekt Learn WZS die Entwicklung echtzeitfähiger Simulationen des Werkzeugschleifens gegenüber, mit denen sowohl die Effizienz als auch die Qualität der Fertigungsprozesse erhöht werden. Auf Basis der Simulationen entstehen Prozessmodelle, die mittels maschinellem Lernen Zielgrößen wie Formhaltigkeit, Oberflächenrauheit, Randzonenbeschaffenheit und Fertigungszeit optimieren. Die autonome Modellierung entscheidet selbstständig, für welche Prozessspezifikationen eigene Teilmodelle gebildet werden. Abschließend wird eine allgemeine Methodik zur automatisierten Modellbildung unabhängig von Werkstück, Werkzeug und Werkzeugmaschine erforscht.Leitung: Prof. Dr.-Ing. Berend DenkenaTeam:Jahr: 2021Förderung: DFGLaufzeit: 06/2021 – 11/2023
![]()
![]()
-
Prozesskette zur verzugsoptimierten Fertigung umgeformter StrukturbauteileIm Rahmen des Forschungsvorhabens Poly-ProFiLEd wird in Zusammenarbeit mit dem Luftfahrtunternehmen Deharde GmbH an der Optimierung einer Prozesskette, bestehend aus spanenden und umformenden Prozessen geforscht. Effizienzsteigerung stellt den wesentlichen Faktor für den Erhalt der Wettbewerbsfähigkeit dar, weshalb komplexere, innovative Fertigungsverfahren in die Prozessketten eingebunden werden. Um das Optimierungspotential der Prozesskette voll auszuschöpfen, ist es notwendig die Wechselwirkungen zwischen den Prozessen mittels experimenteller sowie simulativer Methoden zu erforschen und eine selbstoptimierende digitale Prozesskette aufzustellen. Durch eine integrierte Datenrückführung sowie eine selbstlernende, verzugsoptimierte Prozessstellgrößenanpassung soll die Qualitätssicherung nachhaltig verbessert und die Informationstransparenz des Werkstücks erhöht werden.Leitung: Prof. Dr.-Ing. Berend DenkenaTeam:Jahr: 2021Förderung: NBankLaufzeit: 01/2021-12/2023
![]()
![]() © Scl/112 748 ©IFW
© Scl/112 748 ©IFW
-
Automatisierte Bestimmung von Vorgabezeiten und Arbeitsfolge aus technischen ZeichnungenKleine und mittlere Unternehmen (KMU) in der Lohn- und Auftragsfertigung sind auf eine effiziente Auftragsakquise angewiesen, um am Markt zu bestehen. Aufgrund immer komplexerer Bauteile und kleiner Losgrößen wird die Angebotskalkulation für viele KMU zu einer Herausforderung. An diesem Punkt soll das Projekt „Automatisierte Bestimmung der Vorgabezeiten und der Arbeitsgangfolge unter Berücksichtigung technologischer Zwangsfolgen“ KMUs unterstützen.Leitung: Dr. Jesko Friedrich Merkel (Point8 GmbH)Team:Jahr: 2021Förderung: ZIMLaufzeit: 10/2021-10/2023
![]()
![]() © IFW, nach Pixabay
© IFW, nach Pixabay
-
Kompensation thermomechanischer Deformationen bei dünnwandigen FräsbauteilenCNC-Fertiger im Bereich der Luft- und Raumfahrt können bald ihre Prozessplanung durch eine praxistaugliche Simulationssoftware erweitern: Ungewünschte Verformungen beim Fräsen dünnwandiger Strukturbauteile gehören der Vergangenheit an. Durch die Kompensation thermomechanischer Fehler beim Fräsen werden die Fertigungstoleranzen problemlos erreicht. In interdisziplinärer Zusammenarbeit wird das IFW mit dem ZeTeM und Premium AEROTEC GmbH die industrielle Einsatzfähigkeit der Simulation der thermomechanischen Deformation erforschen. Dabei liegt das Hauptaugenmerk auf kritischen dünnwandigen Werkstückbereichen. Bild: „Dieses Wissen werden wir ausnutzen, um für die jeweilige Fräsbearbeitung die passende Fertigungsstrategie auszuwählen.“Leitung: Prof. Dr.-Ing. Berend DenkenaTeam:Jahr: 2021Förderung: DFGLaufzeit: 01/2021-12/2022
![]()
![]() © IFW, Daniel Niederwestberg
© IFW, Daniel Niederwestberg
-
VerticalE2E – Vertikal integrierte, nachhaltige End-to-End-FabrikDas Hauptziel des Gesamtvorhabens VerticalE2E ist die Umsetzung einer durchgängigen Digitalisierung auf unterschiedlichen Hierarchieebenen der gesamten Fertigungslinie vom Rohmaterial bis zur Montage. Das IFW beteiligt sich am Forschungsprojekt in den Bereichen Nachhaltigkeit, Prozessüberwachung sowie Qualitätsprüfung. Um die ökologischen Aspekte der geplanten additiv-subtraktiven Prozesskette zu quantifizieren, wird eine energetische Bewertungsmethode entwickelt. Innerhalb der Prozessüberwachung wird ein sensorisches Spannsystem erforscht, mit dem eine werkstückseitige Messung dynamischer Prozesskräfte in Abhängigkeit der Spannsituation erfolgt. Aufbauend darauf erfolgt die Untersuchung einer selbstadaptierenden Qualitätsprüfung, welche durch Kombination von daten- und simulationsbasierten Prüfmodellen zu einem Digitalen Zwilling erfolgt.Leitung: Prof. Berend DenkenaTeam:Jahr: 2021Förderung: NBankLaufzeit: 07/2021-06/2023
![]()
![]() © IFW
© IFW
-
Integrierte Instandhaltungs- und Produktionsplanung durch dezentrale InstandhaltungsprognoseEine effiziente Produktionsplanung und -steuerung ist prinzipiell stark von einer präzisen und vorausschauenden Instandhaltungsplanung abhängig. Basierend auf einer ausreichenden Datenqualität sollten Maschinenausfälle korrekt prognostiziert werden, um notwendige Gegenmaßnahmen wie z. B. die Umplanung bzw. Neuplanung von Aufträgen schnellstmöglich einzuleiten. Kleine und mittlere Unternehmen (KMU) können eine solche Datenbasis aufgrund begrenzter Ressourcen und der nicht wirtschaftlichen Nachrüstung von Bestandsmaschinen oftmals nicht vorhalten. Daher ist es das Ziel des Verbundprojekts „BaSys4iPPS“, eine Methode zur integrierten Produktions- und Instandhaltungsplanung für Werkzeugmaschinen im Bestand von KMU zu entwickeln.Leitung: Siebo Stamm (Lauscher Präzisionstechnik GmbH)Team:Jahr: 2022Förderung: BMBFLaufzeit: 01/2022-12/2023
![]()
![]()
-
SPP 2231: Modellierung der Kühlwirkung beim Werkzeugschleifen unter Berücksichtigung prozessbedingter UnsicherheitenDer Einsatz von Kühlschmierstoff spielt bei der Herstellung von Vollhartmetallwerkzeugen eine zentrale Rolle und beeinflusst maßgeblich die resultierende Bauteilqualität. Über die Vorgänge in der Kontaktzone ist jedoch noch wenig bekannt. Aus diesem Grund wird im Forschungsprojekt SPP 2231 eine multiskalige Materialabtrag-Fluidsimulation für das Werkzeugschleifen erforscht, um die Produktivität des Werkzeugschleifprozesses zukünftig zu erhöhen.Leitung: Dr.-Ing. Benjamin BergmannTeam:Jahr: 2023Förderung: DFGLaufzeit: 10/2020-12/2024
![]()
![]()























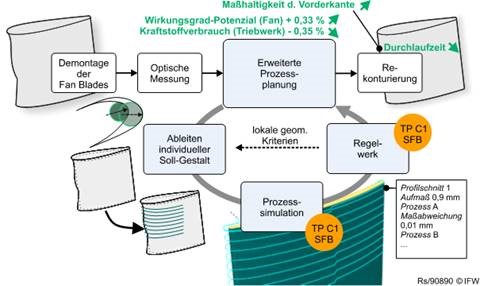









Ressourceneffizienz/Nachhaltigkeit
-
IPROM – Innovative Prozesskette zur Massivteilfertigung aus einem neuartigen LeichtbaustahlAluminiumlegierte Leichtbaustähle verfügen über zu heutigen Hochleistungsstählen vergleichbare Festigkeiten bei einer um 10% reduzierten Dichte. Aufgrund der hervorragenden Rohstoffverfügbarkeit und den zu niedriglegierten Stählen vergleichbaren Herstellungskosten besitzen diese Leichtbaustähle das Potenzial andere Stahlsorten weitreichend zu substituieren. Ein potentieller industrieller Einsatz dieser vielversprechenden Werkstofffamilie bedarf eines intensiveren Verständnisses der fertigungstechnischen Zusammenhänge für ein produktives Umfeld sowie einer ressourceneffizienten Prozesskette durch den Einsatz von Hochleistungsfertigungsverfahren. Das Hauptziel des Projekts ist die Verfügbarkeit von Hochleistungsfertigungstechnologien für eine wirtschaftliche und prozesssichere Herstellung von Massivbauteilen aus aluminiumlegierten Leichtbaustahl.Jahr: 2014Förderung: BMBF-FörderungLaufzeit: 01.08.2014 – 31.07.2017
![]()
![]()
-
RETURN – Prozesskette Recycling von TitanspänenBei der Herstellung von Strukturbauteilen aus Titan in der Luftfahrtindustrie entstehen derzeit rund 90% Abfall in Form verunreinigter Späne, welche bisher nicht mit vertretbarem Aufwand recycelt werden können. Ziel des Forschungsprojekts RETURN ist es, diese Titanspäne zu recyceln und den Werkstoffkreislauf für Titan zu schließen. Hierbei soll insbesondere die Qualität der anfallenden Späne erhöht werden, um aus diesen wieder Titanlegierungen in Luftfahrtqualität herstellen zu können und dadurch die Material- und Energieeffizienz im gesamten Werkstoffkreislauf von Titan nachhaltig zu steigern.Jahr: 2014Förderung: Bundesministerium für Wirtschaft und Energie (BMWi)Laufzeit: 08/2013 – 07/2016
![]()
![]()
-
ReTool – Automatisches Verfahren zur Wiederverwendung von Hartmetallschrott für die Herstellung neuwertiger ZerspanwerkzeugeZiel des Forschungsprojekts ist es, die Werkzeugkosten in der spanenden Fertigung zu verringern sowie den Rohstoffbedarf für die Herstellung von Hartmetallwerkzeugen durch eine innovative Regenerationstechnologie deutlich zu senken. Dies soll durch den Einsatz von Schrottwerkzeugen als Rohlinge in einem regenerativen Werkzeugschleifprozess erreicht werden. Durch die Schaffung eines verkürzten Werkzeugkreislaufes wird eine signifikante Einsparung von Energie ermöglicht, deren Einsatz bei herkömmlichen Hartmetall-Recyclingprozessen durch das Zerkleinern, Neusintern, Schmelzen und Schleifen des Hartmetalls unvermeidbar ist.Jahr: 2015Förderung: Bundesministerium für Wirtschaft und Energie (BMWi)Laufzeit: 03/2014 – 08/2016
![]()
![]()






CFK Nord / Stade
-
JoinTHIS – Produktion in-situ konsolidierter TP-CFK-StrukturenIn Zusammenarbeit mit dem Institut für Flugzeugbau und Leichtbau (IFL) der Technischen Universität Braunschweig und dem Institut für Polymerwerkstoffe und Kunststofftechnik (PuK) der Technischen Universität Clausthal wird im EFRE-geförderten Projekt JoinTHIS das übergeordnete Ziel verfolgt, eine auf dem Automated Fiber Placement basierende Fertigungsmethode zu entwickeln und zu erforschen, um die autoklavfreie Herstellung thermoplastischer Faserverbundstrukturen für die kommende Flugzeuggeneration zu ermöglichen.Leitung: Prof. Dr.-Ing. Berend DenkenaTeam:Jahr: 2018Förderung: EFRELaufzeit: 10/2018 – 02/2022
© IFW
-
Entwicklung der nächsten Generation von Rotorblättern für GezeitenströmungsturinenDas übergeordnete Ziel des Kooperationsprojektes EvoFoil ist die Entwicklung einer neuen robusten und damit wirtschaftlicheren Rotorblattgeneration für Gezeitenströmungsturbinen. Ziel des IFW ist die Verfügbarmachung eines hybriden Material- und Bauweisenkonzepts für die belastungsgerechte Anbindung der Rotorblätter an die Turbinennabe. Dazu baut das IFW ein Verständnis für hybride Faser-Metall-Laminate hinsichtlich ihres Verhaltens in Laminatrandbereichen und korrosiven Medien. Die Ergebnisse der numerischen und experimentellen Untersuchungen fließen in ein neues Strukturkonzept für Rotorblätter die Nabenanbindung. Gemeinsam mit MDC verfolgt das IFW schlussendlich die Umsetzung des neuen hybriden Fertigungsverfahrens.Leitung: Prof. Dr.-Ing. Berend DenkenaTeam:Jahr: 2021Förderung: National Reasearch Council of Canada (NRC) & Zentrales Innovationsprogramm Mittelstand (ZIM)Laufzeit: 02/2021 – 02/2023
![]()
![]() © ©IFW
© ©IFW
-
Automatisierte Technologie zur Herstellung von kontinuierlich drapierten PreformsZiel des Forschungsprojekts AutoBLADE ist die Entwicklung und Erforschung einer automatisierten Technologie zur Herstellung von kontinuierlich drapierten Preforms für großflächige FVK-Infusionsbauteile mit hohem Aspektverhältnis. Der neuartige, vollautomatisierte Herstellungsprozess, der anhand eines Technologiedemonstrators in Form eines Rotorblatts für Gezeitenkraftwerke entwickelt wird, umfasst den lagenweisen Aufbau eines Preforms durch kontinuierliches Drapieren online bebinderter textiler Halbzeuge auf komplex gekrümmte Oberflächen.Leitung: Prof. Dr.-Ing. Berend DenkenaTeam:Jahr: 2021Förderung: EFRE - Europäischer Fond für regionale EntwicklungLaufzeit: 01/2021 – 06/2022
![]()
![]() © ©IFW
© ©IFW
-
Zweistufige, integrierte Bewertungsmethode für unkonventionell versteifte FVK-StrukturenUnkonventionell versteifte Leichtbaustrukturen, wie z. B. Flugzeugrümpfe, versprechen Vorteile hinsichtlich der Masse, die aber unter Umständen durch Kostennachteile relativiert werden müssen, die durch einen hohen Auslegungsaufwand und Einschränkungen in der Herstellbarkeit entstehen. Das Vorhaben folgt der Forschungshypothese, dass unkonventionell versteifte FVK-Strukturen auch ohne eine detaillierte konstruktive Ausgestaltung bewertbar sind. Dadurch soll der Einsatz einer Layout-Topologieoptimierung im Vorentwurf erstmals möglich werden. Das Hauptziel ist daher die Entwicklung und Erforschung einer zweistufigen, integrierten Methode zur Bewertung unkonventioneller Versteifungstopologien hinsichtlich ihrer Masse und Herstellkosten unter Berücksichtigung von Herstellbarkeitskriterien.Leitung: Prof. Dr.-Ing. B. Denkena, Prof. Dr.-Ing. P.HorstTeam:Jahr: 2021Förderung: DFGLaufzeit: 04/2021-03/2024
![]()
![]() © IFW
© IFW
-
PräziLightDas IFW erhält mehr als 1,7 Mio. Euro Investitionsförderung über den „Europäischen Fonds für regionale Entwicklung (EFRE)“ als Teil der Reaktion der Union auf die COVID-19-Pandemie, mit deren Hilfe das Projekt „Forschungsinfrastruktur für die innovative Herstellung von Faserkunststoffverbundstrukturen und Ultrapräzisionswerkzeugen für polymeroptische Komponenten auf Basis neuartiger Maschinentechnologien – PräziLight“ finanziert wird. Ein Teil der Finanzierung erfolgt über einen Eigenanteil des Instituts.Leitung: Prof. Dr.-Ing. Berend DenkenaJahr: 2021Förderung: EFRELaufzeit: 12/2021 – 06/2023
![]()
![]()








Medizintechnik
-
SFB 599 – Teilprojekt D9: Biomimetische KeramikenZiel des Projektes war die Entwicklung neuer biomimetischer Hybridmaterialien nach dem Bauprinzip des Perlmutts, bestehend aus Polymeren und anorganischen Nanoteilchen. Diese Komposite wurden am IFW grundlegend hinsichtlich ihrer Bearbeitbarkeit untersucht. Darüber hinaus wurden geeignete Bearbeitungswerkzeuge und -prozesse entwickelt.Jahr: 2010Förderung: Deutsche Forschungsgemeinschaft (DFG)Laufzeit: 01/2007 - 12/2010
![]()
![]()
-
Entwicklung einer multifunktionalen Leichtbau-Knieexartikulationsprothese (MultiPro)Im Rahmen des Projektes MultiPro wurden Konzepte für funktionsintegrierte Knieexartikulationsprothesen in Leichtbauweise erarbeitet. Am IFW entstand ein Prothesenprototyp mit einer parallelkinematischen Struktur, dessen Funktionsfähigkeit mit Hilfe von Prüfstandsversuchen nachgewiesen wurde.Jahr: 2011Förderung: Förderung durch das BMBFLaufzeit: 03/2008 - 02/2011
![]()
![]()
-
Rechnergestützte Auslegung, Fertigung und Implantation von patientenindividuellen PatellaimplantatenBeim endoprothetischen Kniegelenkersatz wird derzeit die Rückseite der Patella mit einem standardisierten PE-Implantat versehen, was post-operativ häufig zu Schmerzen führt. Ziel des Projektes ist die Entwicklung eines Verfahrens zur OP-parallelen Anpassung und Implantation von patientenindividuellen Patellaimplantaten. Die Formgebung soll dabei an Anatomie und Bewegungsdynamik angepasst werden. Darüber hinaus sollen computer¬gestützte Navigationssysteme den Chirurgen bei der Platzierung unterstützen.Jahr: 2013Förderung: AiF Projekt GmbHLaufzeit: 06/2012 – 03/2015
![]()
![]()
-
ZIM Kooperationsprojekt Polibrush: Anpassungsfähige Polierbürsten für die konturtreue Bearbeitung medizinischer HochleistungswerkstoffeIm Rahmen des Projektes wird ein neues Werkzeugkonzept zum Polieren von Zahnersatzmaterialien entwickelt, das besonders nachgiebig und somit anpassungsfähig ist, aber dennoch definiert verschleißt. Hierdurch ist es möglich, selbst komplexe Geometrien ggf. automatisiert sehr konturgetreu zu bearbeiten. Weiterhin ist das Werkzeug sterilisierbar und kann sowohl im Labor als auch am Patienten eingesetzt werden.Jahr: 2013Förderung: AIF Projekt GmbHLaufzeit: 07/2012 – 06/2014
![]()
![]()
-
SFB 599 – Teilprojekt T4: Innenformschleifen von BiokeramikenIm Projekt T4 werden die Erkenntnisse über die Schleifbearbeitung keramischer Kniegelenksendoprothesen aus dem Projekt D4 erweitert. Das Anwendungsszenario ist die Bearbeitung der Innenseite einer Femurkomponente, die aufgrund von Hinterschnitten sowie komplexen und konkaven Flächen an ihre Grenzen stößt. In Zusammenarbeit mit dem Industriepartner werden Werkzeuge und Prozesse entwickelt, die den spezifischen Randbedingungen gerecht werden und eine prozesssichere sowie wirtschaftliche Bearbeitung ermöglichen.Jahr: 2013Förderung: Deutsche Forschungsgemeinschaft (DFG)Laufzeit: 11/2012 – 04/2015
![]()
![]()
-
SFB 599 – Teilprojekt D4: KeramikimplantateEine automatisierte Bearbeitung und Prüfung von keramischen Freiformflächen erhöht die Lebensdauer von Implantaten. In diesem Projekt wird die Bearbeitungstechnologie für ein vollkeramisches verschleißarmes Kniegelenk entwickelt. Am IFW werden hierfür die grundlegenden Mechanismen des 5-achsigen Schleifens und Polierens von keramischen Freiformflächen mit angepassten Werkzeugen analysiert und Strategien zur Fertigung erforscht.Jahr: 2013Förderung: Deutsche Forschungsgemeinschaft (DFG)Laufzeit: 01/2010 – 12/2014
![]()
![]()
-
SFB 599 – Teilprojekt T3: Fertigung resorbierbarer Interferenzschraubennterferenzschrauben werden zur operativen Fixierung von Sehnen oder Bändern am Knochen nach einer entsprechenden Verletzung eingesetzt. Im Rahmen dieses Projekts werden das Design und die Prozesskette zur Herstellung von Interferenzschrauben aus Magnesium-legierungen entwickelt. Diese bieten im Gegensatz zu herkömmlich eingesetzten resorbierbaren Polymeren bessere mechanische Eigenschaften, eine bessere Biokompatibilität sowie die Möglichkeit die Degradationsrate durch fertigungsinduzierte Oberflächen und Randzoneneigenschaften gezielt einzustellen.Jahr: 2013Förderung: Deutsche Forschungsgemeinschaft (DFG)Laufzeit: 01/2010 - 12/2013
![]()
![]()
-
ZIM Kooperationsprojekt WesKo: Entwicklung eines Werkzeuges für die spanende Knochenbearbeitung zur Vermeidung thermisch induzierter OsteonekroseBei orthopädischen Eingriffen, welche die spanende Bearbeitung von Knochen beinhalten, ist ein postoperativer Misserfolg häufig eine Folge der verursachten Gewebeschädigungen. Die Hauptursache liegt hierbei in der Wärmeentwicklung am Knochen während des Bohrprozesses. Das Projektziel ist die Temperaturentwicklung bei der Knochenzerspanung durch geeignete Innenkühlmethoden zu reduzieren.Jahr: 2014Förderung: AIF Projekt GmbHLaufzeit: 07/2014 - 06/2016
![]()
![]()
-
SFB 599 – T5: „Entwicklung von Methoden zur Herstellung und automatisierten Bearbeitung schädigungstoleranter, gehipter ZrO2-Keramiken für Dentalanwendungen“Dentalrestaurationen werden heute in einer zeit- und kostenintensiven Prozesskette hergestellt. Zudem ist ein HIP-Prozess (heißisostatisches Pressen), welcher die Materialeigenschaften aufgrund höherer Verdichtung und Gefügeveränderung optimiert, ist heutzutage nicht Teil der Prozesskette.Jahr: 2014Förderung: DFG-FörderungLaufzeit: 11/2013 – 10/2016
![]()
![]()
-
SFB 599 – R6: Degradable Osteosynthese-SystemeIm Rahmen des Projektes werden degradable Implantate aus Magnesiumlegierungen entwickelt. Zur Fixierung von Knochenbrüchen kommen einerseits Platten-Schraubensysteme und andererseits Marknägel in Frage. Ziel ist es, die Korrosion durch die mechanische Bearbeitung so zu beeinflussen, dass das Implantat mit zunehmender Knochenheilung definiert an Stabilität verliert. Da das Material vollständig resorbiert wird, ist eine zweite Operation zur Entfernung des Implantates überflüssig.Jahr: 2014Förderung: Deutsche Forschungsgemeinschaft (DFG)Laufzeit: 01/2010 – 12/2014
![]()
![]()












Luft- und Raumfahrt
-
Riblets auf VerdichterschaufelnDas Ziel des Verbundprojektes mit dem Institut für Turbomaschinen und Fluidtechnik der Leibniz Universität Hannover ist es, die Möglichkeiten zur Herstellung von Riblets für die Anwendung auf Verdichterschaufeln zu untersuchen und die Funktion der gefertigten Riblets unter realen Strömungsbedingungen nachzuweisenJahr: 2011Förderung: Deutsche ForschungsgemeinschaftLaufzeit: 11/2009 – 10/2011
![]()
![]()
-
SFB871-B2: „Geschickte Reparaturzelle“Im Teilprojekt B2 („Geschickte Reparaturzelle“) des SFB871 wird die technologiebasierte, spanende Rekonturierung komplexer Investitionsgüter erforscht. Hierzu werden sowohl prozess- als auch maschinentechnologische Grundlagen erarbeitet.Jahr: 2011Förderung: DFGLaufzeit: 01/2014 – 06/2022
![]()
![]()
-
Kompensation von Bauteilverzügen während der Fertigung von Titanintegralbauteilen: „aBiliTi“.In Zusammenarbeit mit Industriepartnern werden verschiedene Strategien erforscht, mit denen eine reaktive Beherrschung von eigenspannungsbedingten Bauteilverzügen während der spanenden Bearbeitung von Titanstrukturbauteilen erreicht werden kann. Hieraus ergeben sich zwei Lösungsschwerpunkte: die Erzeugung und Optimierung von geometrietoleranten Werkzeugwegen sowie die Entwicklung eines adaptiven Spannsystems, deren Zusammenführung zum Erreichen des Gesamtziels führen wird.Jahr: 2012Förderung: MW-FörderungLaufzeit: 12/2010 – 06/2014
![]()
![]()
-
SFB871 – C1: „Simulationsbasierte Prozessauslegung spanender Rekonturierungstechnologien“Im Teilprojekt C1 („Simulationsbasierte Prozessauslegung spanender Rekonturierungstechnologien“) des SFB871 werden am Beispiel von Triebwerksschaufeln die spanende Rekonturierung und ihr Einfluss auf die Oberflächenqualität sowie die Eigenspannung in der Randzone untersucht. Ziel ist es Bearbeitungsregeln zur gezielten Einstellung der zerspanungsbedingten Bauteilbeeinflussung aufstellen und eine bauteilindividuelle NC-Prozessplanung vorzunehmen.Team:Jahr: 2012Förderung: DFG-FörderungLaufzeit: 01/2014 – 12/2021
![]()
![]()
-
QualiTi – Verfahren zur Modellierung der Einflüsse auf die Werkstückqualität bei der Fräsbearbeitung von TitanIn Zusammenarbeit mit der Premium Aerotec GmbH wird im Rahmen des QualiTi-Projekts der Einfluss des Fertigungsprozesses auf die Bauteilqualität bei der spanenden Bearbeitung von Titan-Strukturbauteilen analysiert und anhand einer Bearbeitungssimulation vorhergesagt.Jahr: 2012Förderung: Förderung durch das Land NiedersachsenLaufzeit: 01/2011 – 06/2014
![]()
![]()
-
Hochleistungsproduktion von CFK-Strukturen (HP CFK)Gemeinsam mit dem Institut für Flugzeugbau und Leichtbau sowie dem Institut für Polymerwerkstoffe und Kunststofftechnik werden neue Materialkonzepte für kohlenstofffaserbasierte Kunststoffbauteile (CFK), neue Flugzeugbauweisen sowie hierfür notwendige Fertigungstechnologien und -maschinen erforscht. Die Arbeiten werden in der hierfür eigens gegründeten Betriebsstätte im Forschungszentrum CFK Nord in Stade durchgeführt.Jahr: 2012Förderung: Niedersächsisches Ministerium für Wissenschaft und Kultur, Europäischen Fonds für regionale EntwicklungLaufzeit: 12/2010 – 10/2014
![]()
![]()
-
„Multilayer-Inserts – Intrinsische Hybridverbunde zur Krafteinleitung in dünnwandige Hochleistungs-CFK-Strukturen“ im SPP 1712Ziel des Forschungsvorhabens ist es, eine intrinsische Hybridschnittstelle und ihren Fertigungsprozess zu entwickeln und zu erforschen, deren belastungsoptimierter lagenweiser Aufbau eine gleichmäßige Krafteinleitung am Übergang von metallischen Strukturen in hochbelastete, komplexe Faserkunststoffverbundstrukturen erlaubt. Hierzu wird ein intrinsisch hergestellter mehrlagiger Einleger (Multilayer-Insert MLI) entwickelt, der eine neuartige Schnittstelle für diese partielle Strukturanbindung bildet. Die hier betrachteten FKV-Strukturen können zukünftig beispielsweise im Flugzeugbau oder auch im Automobilbau eingesetzt werdenJahr: 2014Förderung: DFG-FörderungLaufzeit: 10/2014 – 10/2017
![]()
![]()
-
RETURN – Prozesskette Recycling von TitanspänenBei der Herstellung von Strukturbauteilen aus Titan in der Luftfahrtindustrie entstehen derzeit rund 90% Abfall in Form verunreinigter Späne, welche bisher nicht mit vertretbarem Aufwand recycelt werden können. Ziel des Forschungsprojekts RETURN ist es, diese Titanspäne zu recyceln und den Werkstoffkreislauf für Titan zu schließen. Hierbei soll insbesondere die Qualität der anfallenden Späne erhöht werden, um aus diesen wieder Titanlegierungen in Luftfahrtqualität herstellen zu können und dadurch die Material- und Energieeffizienz im gesamten Werkstoffkreislauf von Titan nachhaltig zu steigern.Jahr: 2014Förderung: Bundesministerium für Wirtschaft und Energie (BMWi)Laufzeit: 08/2013 – 07/2016
![]()
![]()
-
Gezielte Bauteilrandzonenbeeinflussung durch innovatives, druckgeregeltes Walzen unter Verwendung eines Aerosols als DruckmediumIn Kooperation mit der Ecoroll AG Werkzeugtechnik, Rolls-Royce Deutschland Ltd & Co KG sowie Komet Brinkhaus GmbH wird eine Verfahrens- und Produktentwicklung zum Glatt- und Festwalzen von komplexen, dünnwandigen Bauteilen erforscht, die es ermöglicht, während des Prozesses definierte lokal unterschiedliche Eigenschaften in der Werkstückrandzone einzustellen.Jahr: 2014Förderung: ZIM-FörderungLaufzeit: 12/2013 – 05/2016
![]()
![]()
-
INNOFLEX – Innovative und flexible Fertigung von Flugzeugbauteilen aus HochleistungswerkstoffenIm Rahmen des Projektes INNOFLEX werden gemeinsam mit Partnern aus der Luftfahrtindustrie neue Methoden zum Einsatz von Industrierobotern für die Zerspanung von Flugzeugbauteilen entwickelt. Zentraler Bestandteil ist dabei die ganzheitliche Betrachtung der gesamten Prozesskette vom Flugzeugdesign über die Fertigung bis hin zur Montage der Bauteile.Jahr: 2014Förderung: Niedersächsisches Ministerium für Wirtschaft, Arbeit und Verkehr MWLaufzeit: 01/2013 – 12/2015
![]()
![]()
-
SFB 871 - T1: "Magnetisch gelagerte Rundachse zum Einsatz in der Produktregeneration"Im Transferprojekt T1 des SFB871 werden die hervorragenden Erkenntnisse des Teilprojekt B2 weiterentwickelt und für den industriellen Einsatz erprobt. Im Rahmen des Projekts werden die Ansätze einer magnetisch geführten Spindel auf einen Rundtisch übertragen. Damit erweitert das Projekt die geschickte Reparaturzelle für Triebwerksschaufeln um ein werkstückseitiges Element.Jahr: 2015Förderung: DFG-FörderungLaufzeit: 05/2013 bis 04/2016
![]()
![]()
-
Therm-O-Plan – Automatisiert optimierende Bahnplanung und wärmebildgestützte Überwachung für Automated-Fiber-Placement-ProzesseZiel des beantragten FuE-Vorhabens ist es, die Planungsaufwände zur Herstellung von Leichtbau-Strukturbauteilen im Automated-Fiber-Placement-Prozess durch eine neue, automatisierte Bahnplanungs- und -optimierungsmethode deutlich zu reduzieren. Zudem soll in dem beantragten Vorhaben die Prozesssicherheit des komplexen Herstellprozesses durch ein zu entwickelndes und durch die Bahnplanung parametriertes, prozessinhärentes Thermografie-Qualitätsanalysesystem deutlich gesteigert werden.Jahr: 2015Förderung: ZIMLaufzeit: 01.5.2015 – 30.04.2017
![]()
![]()
-
Intelligente Vernetzung zur autonomen Fräsbearbeitung von Strukturbauteilen (TensorMill)Die Fertigung von Integralbauteilen der Luft- und Raumfahrtbranche, wie beispielsweise Rumpf- oder Triebwerkskomponenten, erfolgt mehrheitlich durch spanende Verfahren aus Vollmaterial.Jahr: 2019Förderung: BMBFLaufzeit: 05/19- 04/22
![]()
![]()




















SFB Tailored Forming
-
SFB 1153 - B4: Funktionsangepasste Prozessplanung der spanenden Bearbeitung hybrider BauteileDie spanende Fertigung nimmt als finaler Schritt in der Prozesskette der Massivteilfertigung über die hergestellten Oberflächen- und Randzoneneigenschaften maßgeblich Einfluss auf das Einsatzverhalten und die Lebensdauer von Bauteilen. Eine Möglichkeit, dieses Wissen bereits in der Konstruktionsphase des Bauteils zum Festlegen einer Bearbeitungsstrategie zu nutzen, existiert zurzeit noch nicht. Das Ziel des Teilprojekts B4 ist daher, die Bauteilkonstruktion und die Prozessplanung zu verbinden.Jahr: 2017Förderung: DFGLaufzeit: 07/2019 - 06/2023
![]()
![]()


SFB Regeneration
-
SFB871-B2: „Geschickte Reparaturzelle“Im Teilprojekt B2 („Geschickte Reparaturzelle“) des SFB871 wird die technologiebasierte, spanende Rekonturierung komplexer Investitionsgüter erforscht. Hierzu werden sowohl prozess- als auch maschinentechnologische Grundlagen erarbeitet.Jahr: 2011Förderung: DFGLaufzeit: 01/2014 – 06/2022
![]()
![]()
-
SFB871 – C1: „Simulationsbasierte Prozessauslegung spanender Rekonturierungstechnologien“Im Teilprojekt C1 („Simulationsbasierte Prozessauslegung spanender Rekonturierungstechnologien“) des SFB871 werden am Beispiel von Triebwerksschaufeln die spanende Rekonturierung und ihr Einfluss auf die Oberflächenqualität sowie die Eigenspannung in der Randzone untersucht. Ziel ist es Bearbeitungsregeln zur gezielten Einstellung der zerspanungsbedingten Bauteilbeeinflussung aufstellen und eine bauteilindividuelle NC-Prozessplanung vorzunehmen.Team:Jahr: 2012Förderung: DFG-FörderungLaufzeit: 01/2014 – 12/2021
![]()
![]()
-
SFB 871 - T1: "Magnetisch gelagerte Rundachse zum Einsatz in der Produktregeneration"Im Transferprojekt T1 des SFB871 werden die hervorragenden Erkenntnisse des Teilprojekt B2 weiterentwickelt und für den industriellen Einsatz erprobt. Im Rahmen des Projekts werden die Ansätze einer magnetisch geführten Spindel auf einen Rundtisch übertragen. Damit erweitert das Projekt die geschickte Reparaturzelle für Triebwerksschaufeln um ein werkstückseitiges Element.Jahr: 2015Förderung: DFG-FörderungLaufzeit: 05/2013 bis 04/2016
![]()
![]()
[nicht kategorisiert]
-
SFB653 – N1: Gentelligente Maschinenkomponenten für WerkzeugmaschinenIm Teilprojekt N1 („Gentelligente Maschinenkomponenten für Werkzeugmaschinen“) des SFB653 werden „fühlende“, sensorische Komponenten ausgelegt, realisiert und erforscht, mit denen Zustandsdaten aus Zerspanprozessen gewonnen werden können. Auf Basis dieser Daten können neuartige Überwachungsstrategien umgesetzt werden.Jahr: 2007Förderung: DFG-FörderungLaufzeit: 07/2013 – 06/2017
![]()
![]()
-
SFB516 - Schleifen komplexer MikrogeometrienZiel des Teilprojektes B3 aus dem SFB516 ist die Untersuchung von spanenden Fertigungsverfahren zur Herstellung von hochgenauen Strukturen und Bauteilen der Mikrosystemtechnik. Der Fokus aktueller Arbeiten liegt auf der Weiterentwicklung des kontakterosiven Abrichtens mehrschichtiger, metallisch gebundener Schleifwerkzeuge. Ferner stellt ein neuer Ansatz das Profilschleifen mit CVD-Diamant beschichteten Umfangsschleifscheiben dar. Für diese neuen Werkzeuge bez. Prozesstechnologien werden die grundlegenden Zusammenhänge zwischen Spanbildung, Prozessverhalten und Werkstückqualität erarbeitet.Jahr: 2010Förderung: Deutsche ForschungsgemeinschaftLaufzeit: 07/2006 – 06/2010
![]()
![]()
-
Methode zur Charakterisierung der Bearbeitbarkeit von BetonZiel des zusammen mit dem Institut für Mineralogie durchgeführten Vorhabens ist es, auf Basis charakteristischer Signalmuster des Luft- Körperschalls auf die Trennschleifeigenschaften unbekannten Betonverbunds zu schließen. Diese Kenntnis ist erforderlich für einen prozesssicheren und wirtschaftlichen Einsatz der diamantimprägnierten Trennschleifscheiben.Jahr: 2010Förderung: Deutsche ForschungsgemeinschaftLaufzeit: 11/2009 – 10/2010
![]()
![]()
-
"Integratives Fabrik-, Technologie- und Produkt-Roadmapping auf Basis eines ganzheitlichen Einfluss- und Bewertungsmodell"Im Rahmen des Projektes FTP Roadmapping wurden zunächst die für die drei Planungsdisziplinen relevanten Merkmale identifiziert und die Beziehungen zwischen diesen Merkmalen ermittelt. Darauf aufbauend erfolgte die Entwicklung eines Bewertungsmodells, das in eine Methodik zum integrierten Roadmapping überführt und anschließend empirisch überprüft wurde. Basierend auf diesen Ergebnissen wurde durch die Entwicklung von Informationstransfer-Methoden und der Methode zur Identifikation von kritischen Interdependenzen sowie zur Ermittlung von Gegenmaßnahmen eine Integration der strategischen Planungsergebnisse in die operativen Planungsprozesse vorgenommen. Abschließend wurden auf dieser Grundlage Maßnahmenkataloge erarbeitet.Jahr: 2010Förderung: DFG-FörderungLaufzeit: 11/2006 - 10/2008 und 03/2009 – 02/2010
![]()
![]()
-
Projekt Make-itIn Zusammenarbeit mit Industriepartnern wurden Lösungen zur Verfügbarkeits-steigerung von Werkzeugmaschinen erarbeitet. Einerseits wurden Überwachungs-funktionalitäten realisiert, die die Erfassung des Verschleißzustands kritischer Komponenten ermöglichen. Zum anderen wurden Instandhaltungs-Planungsstrategien entwickelt, die eine wirtschaftlich optimale Durchführung von Instandhaltungs-maßnahmen unterstützenJahr: 2010Förderung: BMBF-FörderungLaufzeit: 03/2007 - 06/2010
-
Stabilität und Sensibilität von HPC-FräsprozessenDie Hochleistungsbearbeitung bietet großes Potenzial zur Erhöhung der Produktivität und der Effizienz von Fertigungsprozessen. Im Rahmen dieses Projekts wird der Einfluss der Werkzeuggeometrie auf die Prozessstabilität von Aluminiumfräsprozessen untersucht. Als Ergebnis konnte ein Leitfaden für die prozessspezifische Auslegung von Schaftfräsern für die Hochleistungsbearbeitung erarbeitet werden.Jahr: 2010Förderung: Forschungsvereinigung Werkzeugmaschinen und Fertigungstechnik e. V. (FWF)Laufzeit: 08/2008 - 07/2010
-
Vermeidung des kohäsiven Versagens PVD-beschichteter Hartmetall-ZerspanwerkzeugeKohäsives Versagen PVD-beschichteter Hartmetall-Zerspanwerkzeuge, d. h. Abplatzen der Schicht mit anhaftendem Substratmaterial während der Zerspanung, bedeutet in der Regel ein abruptes, unplanmäßiges Ende des Zerspanprozesses. Als Ursache für diese Versagensart wird der Eigenspannungszustand in der Substratrandzone angesehen, wo im Belastungsfall starke Zugspannungen auftreten können, die eine Schwächung des Materials bis hin zum Versagen bedeuten. Der Eigenspannungszustand ist das Resultat der Vorbehandlungs- und des Beschichtungsprozesses. Ein empirisches Modell der Entstehung und Verteilung von Eigenspannungen konnte abgeleitet werden.Jahr: 2010Förderung: Deutsche Forschungsgemeinschaft (DFG)Laufzeit: 3/2008 - 2/2010
-
Methode zur Verringerung der Bauteilbeeinflussung bei der HartzerspanungDas durchgeführte Vorhaben zielte auf die weiterführende Erforschung grundlegender Zusammenhänge zwischen der Gestalt der Schneidenecke (Eckenverrundung und Freiflächengeometrie), den Kontaktverhältnissen und Werkzeugverschleiß sowie der Randzonenbeeinflussung bei der Hartzerspanung ab. Es konnte ein neuartige Werkzeuggeometrie entwickelt werden, mittels derer die Standzeit von Werkzeugen in der Hartzerspanung bei gleichbleibender Bauteilqualität verdreifacht werden kann.Jahr: 2010Förderung: Deutsche Forschungsgemeinschaft (DFG)Laufzeit: 03/2006 - 02/2010
-
Maschinenzustandsbasierte Verfügbarkeitsdienstleistungen für hochproduktive Fertigungsanlagen (Makeit)In Zusammenarbeit mit Industriepartnern wurden Lösungen zur Verfügbarkeitssteigerung von Werkzeugmaschinen erarbeitet. Einerseits wurden Überwachungsfunktionalitäten realisiert, die die Erfassung des Verschleißzustands kritischer Komponenten ermöglichen. Zum anderen wurden Instandhaltungs-Planungsstrategien entwickelt, die eine wirtschaftlich optimale Durchführung von Instandhaltungsmaßnahmen unterstützen.Jahr: 2010Förderung: Förderung durch das BMBFLaufzeit: 03/2007 - 06/2010
-
Schleifen von Stahl-Keramik-VerbundwerkstoffenZiel dieses Vorhabens ist es, einen Prozess zur Schleifbearbeitung des Stahl-Keramik-Verbundwerkstoffes zu entwickeln. Hierzu müssen die zugrundeliegenden Materialtrennmechanismen verstanden und durch geeignete messtechnische Kenngrößen definiert werden. Dazu ist eine Analyse der Oberflächen- und Randzonenbeeinflussung im Zusammenhang mit den Prozesssystem- und -stellgrößen durchzuführen. Aufbauend auf diesen Erkenntnissen wird mit Hilfe von Signifikanzanalysen ein Beschreibungsmodell entwickelt, das die Materialtrennmechanismen in Abhängigkeit zu den Prozesssystem- und –stellgrößen stellt.Jahr: 2011Förderung: Deutsche ForschungsgemeinschaftLaufzeit: 10/2009 – 9/2011
![]()
![]()
-
Provides-Werkzeugvarianten für die Bearbeitung schwer zerspanbarer MaterialienDie Eigenschaften eines Werkzeugs zur Bearbeitung schwer zerspanbarer Materialien müssen speziell auf jedes zu fertigende Bauteil abgestimmt werden. Erforderlich sind umfangreiche Erprobungen und Anpassungen, die eine lange Entwicklungsdauer sowie hohe Kosten verursachen. Im Projekt wurde deshalb eine Simulationslösung, geschaffen, die, aufbauend auf einem dreidimensionalen Modell des Fräswerkzeugs, eine Analyse des Prozessverhaltens erlaubt.Jahr: 2011Förderung: BMBF-FörderungLaufzeit: 04/2009 - 03/2011
![]()
![]()
-
SFB 489 TP C3 – Positionierung technologischer Schnittstellen in FertigungskettenVon der Integration neuer, innovativer Verfahrenstechnologien in etablierte Prozessketten erwarten Unternehmen eine kontinuierliche Verbesserung ihrer Produktivität in der Fertigung. Die Amortisation dieser Maßnahmen hängt besonders von der Fähigkeit ab, die veränderte Prozesskette sicher zu beherrschen und Störungen beim Anlauf und Betrieb zeitnah zu beheben. Mit dem Ziel einer ganzheitlichen Prozesskettenauslegung leistet das Teilprojekt C3 des Sonderforschungsbereichs 489 durch die Entwicklung einer simulationsgestützten Planungsmethode einen wesentlichen Beitrag für eine zeitnahe Kompensation von Betriebsstörungen und einen optimalen Betrieb von Prozessketten.Jahr: 2011Förderung: DFG-FörderungLaufzeit: 01/2000 - 12/2011
![]()
![]()
-
Hochproduktivitätszelle zum automatisierten Austrennen und Entgraten dünnwandiger Bauteil: „HighFlex“.Das Ziel des Forschungsprojekts HighFlex ist die Bereitstellung von Technologien, die ein prozesssicheres, automatisiertes Entgraten und Austrennen dünnwandiger, filigraner Bauteile ermöglichen. Hierdurch soll eine deutliche Verkürzung von Produktionsprozessketten erreicht werden. Der wesentliche Lösungsansatz besteht darin, eine integrierte Bearbeitungszelle zu realisieren, die eine Kooperation spanender Werkzeugmaschinen mit Robotersystemen vorsieht.Jahr: 2011Förderung: MW-FörderungLaufzeit: 07/2009 - 09/2011
![]()
![]()
-
[G_TOP] - Gewichtung technologischer und operativer Produktionsziele im Rahmen der ArbeitsplanungDas Ziel des Grundlagenprojektes war es, eine Methode zur Steuerung der Arbeitsvorbereitung für die Optimierung von Produktionsprozessen unter Berücksichtigung der strategischen Unternehmensausrichtung zu entwickeln. Mit dieser Methode werden strategische Unternehmensziele, welche Auswirkungen auf die gesamte Produktion haben, sowie operative Ziele der Funktionsbereiche innerhalb der Produktion in die Arbeitsvorbereitung integriert. Somit können entsprechende Optimierungspotenziale, z. B. eine bessere Durchlaufzeit oder Reduzierung der Prozesskosten, identifiziert und genutzt werden. Hierfür erfolgte innerhalb des Projektes die Synchronisation der strategischen, operativen und technologischen Ziele innerhalb der Funktionsbereiche Konstruktion, Arbeitsvorbereitung und Fertigung für eine Werkstattfertigung.Jahr: 2011Förderung: DFG-FörderungLaufzeit: 03/2009 - 04/2011
![]()
![]()
-
Projekt SPP 1180 „Prognose und Beeinflussung der Wechselwirkungen von Strukturen und Prozessen“Ziel dieses Forschungsvorhabens war es, die Wechselwirkungen zwischen Prozess und Struktur beim Werkzeugschleifen zu verstehen und auftretende Fehler schon in der Planungsphase zu vermeiden. Hierzu wurde ein numerisches Modell zur Berechnung der Werkzeug-Werkstück-Wechselwirkung sowie eine breite empirische Datenbasis erstellt. Es folgte die Modellierung der auftretenden Nachgiebigkeiten des Systems Werkzeug-Werkstück-Maschine unter Berücksichtigung des Materialabtrages am Werkstück und der damit verbundenen Steifigkeitsänderung. Es ist nun möglich, den räumlichen Verformungszustand und den resultierenden geometrischen Konturfehler des herzustellenden Werkstücks vorherzusagen und durch eine geeignete Anpassung der NC-Bahn zu kompensieren.Jahr: 2011Förderung: DFG-FörderungLaufzeit: 05/2005 - 06/2011
![]()
![]()
-
Projekt FormVIPZiel des Kooperationsprojekts FormVIP war es eine Methode zur kostenoptimierten Konstruktion von Gussteilen und -formen durch Virtual Prototyping von Druckgussformen zu entwickeln. Diese wurde in Zusammenarbeit mit einem Industriepartner erarbeitet und mittels eines Softwareprototyps getestet.Jahr: 2011Förderung: Zentrale Innovation Mittelstand (ZIM)Laufzeit: 11/2009 - 10/2011
![]()
![]()
-
Einfluss stetig und unstetig verrundeter Schneidkanten auf das Verschleiß-verhalten von Drehwerkzeugen (DE 447/71-1)Ziel dieses Vorhabens ist der Aufbau eines Modells, mittels dessen die Gestalt der Schneide, die zu minimalem Verschleiß beim Drehen in Abhängigkeit der Prozesseinstellgrößen führt, ermittelt werden kann. Dafür ist die Klärung des Einflusses stetig und unstetig verrundeter Schneidkantengeometrien auf Spanbildung, Prozesskräfte, Spanflächen¬temperaturen und das resultierende Verschleißverhalten der Werkzeuge sowie die Überführung dieser Größen in ein Modell und die Simulation der Spanbildungsmechanismen entscheidend.Jahr: 2011Förderung: Deutsche Forschungsgemeinschaft (DFG)Laufzeit: 09/2009 – 08/2011
-
SPP1180 „Prognose und Beeinflussung der Wechselwirkungen von Strukturen und Prozessen“Innerhalb des Schwerpunktprogramms SPP1180 wurde das Phänomen des Herausziehens von Fräswerkzeugen aus Werkzeug-Schrumpfaufnahmen während des Bearbeitungsprozesses erforscht. Neben intensiven Arbeiten zur gekoppelten Prozess-Struktur-Simulation wurden umfangreiche experimentelle Studien mit Hilfe eines einzigartigen Spindelversuchsstands durchgeführt.Jahr: 2011Förderung: DFG-FörderungLaufzeit: 11/2007 - 10/2011
-
SPP1156 „Adaptronik für Werkzeugmaschinen“Im Rahmen des Schwerpunktprogramms SPP1156 wurden in zwei Teilprojekten adaptronische Komponenten für Werkzeugmaschinen erforscht. Einerseits wurde eine elektromagnetische Linearführung ertüchtigt, Bahnabweichungen und Schwingungsanregungen zu reduzieren. Andererseits wurde eine piezoaktorische Frässpindeleinheit realisiert, mit der eine aktive Dämpfung von Prozessschwingungen möglich ist.Jahr: 2011Förderung: DFG-Förderung
-
SFB489 „Aufmaßorientierte Feinpositionierung“ und „Hartfeinbearbeitung präzisionsgeschmiedeter Bauteile“Innerhalb des SFB489 wurden mechatronische Maschinenkomponenten zur Unterstützung spanender Prozesse in einer verkürzten Prozesskette zur Herstellung präzisionsgeschmiedeter Bauteile realisiert. Neben einem 2-Freiheitsgrad- und einem 4-Freiheitsgrad-Spannfutter für die Drehbearbeitung wurde ein aktiver Reitstock für die Schleifbearbeitung aufgebaut. Darüber hinaus wurden Prozess-Vorsteuerungs- und –regelungsstrategien erforscht, die eine Kompensation von Bauteildeformationen während der Schleifbearbeitung erlauben.Jahr: 2011Förderung: DFG-Förderung
![]()
![]()
-
Energieautarke µ-Systeme in Werkzeugmaschinen (ENµA)Im ENµA-Projekt wurde ein integrierter sensorischer Kugelgewindetrieb realisiert, mit dem eine Beobachtung des Komponentenverschleißverhaltens möglich ist. Neben DMS-basierten Sensoren wurden Dünnfilm-Sensorschichten untersucht. Die Datenübertragung aus dem beweglichen System erfolgt drahtlos. Zur Energieversorgung wurden u.a. Energy harvesting –Strategien analysiert.Jahr: 2011Förderung: Förderung durch das BMBFLaufzeit: 05/2008 - 12/2011
![]()
![]()
-
Wirtschaftliche, adaptronische und sichere Schlüsselkomponenten für die Servicerobotik in der Produktion (koSePro)Für den Einsatz von Industrierobotern zur Bauteilhandhabung in Umformprozessen wurde ein geregelt nachgiebiger Endeffektor realisiert, der die Roboterstruktur gegen Prozessimpulse entkoppelt, aber eine hinreichend genaue Werkstückpositionierung ermöglicht. Zur Unterstützung der Mensch-Maschine-Interaktion wurde ein mehrstufiges Sicherheitskonzept entwickelt, welches insb. das Geschwindigkeitsverhalten des Roboters an die Nähe einer interagierenden Person anpasst.Jahr: 2011Förderung: Förderung durch das BMBF
![]()
![]()
-
Lebenszyklusorientierte Werkzeugmaschine (LoeWe)Das Verbundprojekt LoeWe hatte zum Ziel, innovative Maschinenkomponenten, Überwachungsstrategien sowie Kostenkalkulationsmethoden bereitzustellen, mit denen die zu erwartenden Lebenszykluskosten einer Werkzeugmaschine einerseits gesenkt und andererseits bereits während der Entwicklungsphase transparent prognostiziert werden können. Es entstand eine Versuchsmaschine, in die die prototypischen Komponenten integriert wurden.Jahr: 2011Förderung: Förderung durch das BMBF
-
Lineardirekt angetriebener Flächenmotor für WerkzeugmaschinenIm Rahmen des Grundlagenforschungsprojektes „Flächenmotor“ wird ein neuartiger direktangetriebener Planarmotor aufgebaut und erforscht. Aufgrund einer ineinander verschachtelten Motorwicklung (Kreuzwicklung) ergibt sich ein gegenüber anderen Lösungsansätzen wesentlich kompakterer Aufbau.Jahr: 2011Förderung: DFG-FörderungLaufzeit: 07/2012 – 06/2014
![]()
![]()
-
Laserbearbeitung von CFK-Werkstoffen (CFKLas)In Zusammenarbeit mit dem Laser Zentrum Hannover (LZH) werden Prozess- und Anlagentechnologien zur wirtschaftlichen Laserbearbeitung von Bauteilen aus CFK entwickelt. Am IFW werden Anlagenkonzepte erarbeitet, die eine dynamische, flexible und robuste Laserbearbeitung ermöglichen.Jahr: 2011Förderung: Europäischer Fonds für regionale Entwicklung (EFRE)Laufzeit: 06/2010 – 05/2013
![]()
![]()
-
„Kompakte Maschinenmodule für die spanende Mikrobearbeitung“ im SPP1476Im laufenden Projektzeitraum wird ein neuartiger fluiddynamischer Planarantrieb erforscht. Durch Integration der Funktionen „Führung“ und „Antrieb“ wird eine extrem kompakte Bauweise ermöglicht, die sich zum Einsatz in kleinen Bearbeitungsmaschinen zur Mikrobearbeitung eignet.Jahr: 2011Förderung: DFG-FörderungLaufzeit: 07/2010 – 06/2013
-
NCplus – Prozess- und wertschöpfungsorientierte WerkzeugmaschineDas Projekt NCplus befasst sich mit der Energieeffizienz von Werkzeugmaschinen. In Zusammenarbeit mit Industriepartnern werden verschiedene Strategien erforscht, mit denen eine Senkung des Energiebedarfes von Werkzeugmaschinen erreicht werden kann.Jahr: 2011Förderung: Förderung durch das BMBFLaufzeit: 07/2009 - 06/2012
![]()
![]()
-
Forschungsverbund Geothermie und Hochleistungsbohrtechnik (gebo) - Projekt B3:Automatisierung des BohrprozessesIm Rahmen des Forschungsverbundes „gebo“ werden innovative Lösungen zur Automatisierung der Tieflochbohrtechnik zur wirtschaftlichen Erschließung geothermischer Reservoirs erarbeitet. In mehreren Teilprojekten werden mechatronische Systeme entwickelt, die zum Auf- und Rückbau des Bohrstrangs dienen.Jahr: 2011Förderung: Förderung durch das Land NiedersachsenLaufzeit: 02/2009 – 01/2014
-
Methode zur motorintegrierten Dämpfung von Spindelschwingungen bei WerkzeugmaschinenIn Zusammenarbeit mit dem Institut für Antriebssysteme und Leistungselektronik der Leibniz Universität Hannover wird ein aktiv gedämpftes Hauptspindelsystem erforscht, welches eine Erhöhung der Stabilitätsgrenzen in Fräsprozessen erlaubt. Mit Hilfe eines elektromagnetischen Aktors innerhalb des Spindelantriebs werden Rotorschwingungen dämpfend beeinflusst.Jahr: 2011Förderung: DFG-FörderungLaufzeit: 01/2010 – 12/2011
-
Schneidkantengestalt und Prozessgestaltung beim Fräsen (GeoMill)Das Forschungsziel dieses Vorhabens ist die Steigerung der Produktivität und Prozesssicherheit durch eine angepasste Schneidkantenmikrogeometrie bei der Fräsbearbeitung. Hierzu wird die Schneidkantenverrundung systematisch unter gleichzeitiger Variation der Prozesseinstellgrößen sowie der Prozessnebenbedingungen analysiert. Als Ergebnis des Projektes steht ein Modell zur Verfügung, mit dem die optimale Schneidkantenverrundung für unterschiedliche Bearbeitungssituationen gewählt werden kann.Jahr: 2012Förderung: Arbeitsgemeinschaft industrieller Forschungsvereinigungen (AiF)Laufzeit: 10/2012 – 09/2014
-
Konstrukteur 2020Produkte und Prozesse im Maschinen-, Fahrzeug-, Geräte und Anlagenbau ändern sich stetig. Neue Werkstoffe, Komponenten, Funktionsträger, Systeme und computergestützte Entwurfs- und Berechnungstechnologien bieten immer wieder neue Möglichkeiten der Produktgestaltung und -auslegung. Neue Fertigungs- und Montageprozesse mit digitaler Steuerung und Regelung, neue Fertigungsverfahren und Automatisierungsmöglichkeiten können und müssen genutzt werden. Diese Entwicklungen stellen Ingenieure vor immer wieder neue Herausforderungen und Aufgaben. Betroffen davon sind vor allem jene, die Entwickler, Treiber und Gestalter im Entstehungsprozess neuer mechanischer und mechatronischer Produkte sind: Konstrukteure.Jahr: 2012
![]()
![]()
-
Verbesserung der Flexibilität und der Prozesssicherheit diamantbesetzter Trennschleifscheiben bei der Bearbeitung von Naturstein und BetonDer Trennschleifprozess von Gesteinen ist bislang durch einen Selbstschärfeffekt der Werkzeuge geprägt, wodurch diese auf bestimmte Werkstoffeigenschaften angepasst und mit definierten Schnittparametern betrieben werden müssen. Aus diesem Grund sind in Produktionsstätten mit einer großen Bandbreite an zu bearbeitenden Werkstoffen zeit- und kostenintensive Werkzeugwechsel erforderlich, was sowohl die Flexibilität als auch die Produktivität in der Fertigung einschränkt. Im Rahmen dieses Forschungs¬vorhabens wird daher eine Vorrichtung entwickelt, die eine gezielte Beeinflussung des für den Schleifprozess wesentlichen Schneidkornüberstands hK mittels kontakterosiver Wirkmechanismen ermöglicht. Hierdurch können erstmals unterschiedliche Werkstoffe mit demselben Werkzeug prozesssicher und produktiv bearbeitet werden.Jahr: 2012Förderung: AiFLaufzeit: 12/2010-2/2013
![]()
![]()
-
Trockenes Seilschleifen von Stahlstrukturen beim Rückbau kerntechnischer AnlagenZiel des Projekts ist die Entwicklung von Werkzeugen und Maschinenkomponenten, welche eine trockene Seilschleifbearbeitung von metallischen und mineralischen Strukturen beim Rückbau kerntechnischer Anlagen ermöglichen.Jahr: 2012Förderung: Bundesministerium für Bildung und ForschungLaufzeit: 07/2009 – 06/2012
-
FOR576: Mikrostrukturierung thermomechanisch hoch beanspruchter Oberflächen -Teilprojekt 2: Spanende Verfahren zur MikrostrukturierungIm Rahmen der DFG-Forschergruppe 576 „Mikrostrukturierung thermomechanisch hoch beanspruchter Oberflächen“ beschäftigen sich Wissenschaftler der Universität Kassel und der Leibniz Universität Hannover am Beispiel der Zylinderbuchse mit der Reibungsreduzierung von Oberflächen über Mikrostrukturen. Am IFW werden hierfür völlig neue Verfahren und Bearbeitungsstrategien für das spanende Einbringen sog. Mikroschmiertaschen entwickelt und erforscht.Jahr: 2012Förderung: Deutsche ForschungsgemeinschaftLaufzeit: 05/2009 - 04/2012
![]()
![]()
-
SFB489 A4 - Feinbearbeitung von Stahl-Keramik-VerbundenZiel des Teilprojektes A4 ist die Herstellung von keramikverstärkten Schmiedegesenken zur Warmmassivumformung durch das Schleifen. Im Fokus steht hierbei die materialspezifische Prozessauslegung zur Vermeidung von Materialstufen zwischen der Keramik- sowie Stahlkomponente aufgrund elastischer Bauteilverzüge.Jahr: 2012Förderung: Deutsche ForschungsgemeinschaftLaufzeit: 11/2009 – 12/2011
![]()
![]()
-
NC-Code OptimizerDie Auslegung mehrachsiger Fertigungsprozesse stellt trotz der Unterstützung durch modernste Softwareprodukte hohe Anforderungen an den jeweiligen Bearbeiter. Der Fokus bei der Prozesserstellung mittels eines CAM-Systems liegt auf der Erzeugung von schneidenden Werkzeugwegen. Dagegen sind Einflussmöglichkeiten nicht-schneidender Werkzeugbewegungen in der Regel begrenzt. Dabei ist insbesondere bei mehrachsigen Fertigungsprozessen das Kollisionsrisiko ungleich höher, eine CAM-seitige Unterstützung ist wünschenswert. Ziel des Forschungsprojektes „NC-Code Optimizer“ ist es, die Auslegung von nicht-schneidenden Werkzeugbewegungen bereits in der Planung zu automatisieren und zu optimieren.Jahr: 2012Förderung: EurostarsLaufzeit: 11/2009 - 02/2012
-
Projekt „Dynamische Kalkulation“Ziel des Forschungsprojektes „Dynamische Kalkulation“ ist die Entwicklung eines neuartigen Ansatzes zur dynamischen Angebotskalkulation im Werkzeug- und Formenbau. Hierzu sollen neben der Erfassung zeitlich veränderlicher Kostengrößen börsenorientierte Preisbildungsmechanismen in die Angebotskalkulation integriert werdenJahr: 2012Förderung: DFG-FörderungLaufzeit: 01/2011 - 12/2012
![]()
![]()
-
CAPE – Einsatz moderner CAx-Technologien in kmU´s – Vom Entwurf zum realen BauteilDas Projekt CAPE verfolgt das Ziel eine berufsbegleitende wissenschaftliche Weiterbildung für Fach- und Führungskräfte zu konzipieren und durchzuführen. Zielgruppe der Weiterbildung sind Fach- und Führungskräfte von KMUs sowie für Hochschulabsolventinnen und -absolventen in der Berufseinmündungsphase. Ausführliche Informationen zu den Inhalten und der Organisation von CAPE erhalten Sie unter: <a href="http://cape.ifw.uni-hannover.de/">http://cape.ifw.uni-hannover.de/</a>Jahr: 2012Förderung: Europäischer Fonds für regionale Entwicklung (EFRE)Laufzeit: 06/2012 – 05/2014
![]()
![]()
-
Flexible Softwarearchitektur zur integrierten Simulation von Fertigungsprozessen hybrider Werkzeugmaschinen (FleXimPro)Heutzutage werden über den gesamten Produktlebenszyklus verschiedenste Softwarewerkzeuge für Simulationen in allen Abstraktionsebenen eines Fertigungssystems eingesetzt. Das Projekt „Flexible Softwarearchitektur zur integrierten Simulation von Fertigungsprozessen hybrider Werkzeugmaschinen“ hat zum Ziel, über einen einheitlichen Mechanismus diese Softwarelösungen anzubinden und komplexe gekoppelte Simulationen zu konfigurieren.Jahr: 2012Förderung: Niedersächsisches Ministerium für Wissenschaft und KulturLaufzeit: 01/2012 - 06/2012
-
Projekt Mk-ProInstHauptziel des Projekts MK-ProInst ist die Entwicklung eines Modellierungsansatzes, der es erlaubt, produktionstechnische und produktionswirtschaftliche Aspekte von Produktion, Verschleiß und Instandhaltung zusammenzuführen, in integrierten Modellen die gegenseitigen Wechselwirkungen zu analysieren und so die theoretische Basis für eine effiziente Ressourcennutzung zu legen.Jahr: 2012Förderung: DFG-FörderungLaufzeit: 07/2010 - 12/2012
![]()
![]()
-
Projekt AGILITAGegenstand des Projektes „AGILITA – Agile Produktionslogistik und Transportanlagen“ ist die Entwicklung und Umsetzung eines flexiblen und reaktionsfähigen Logistiksystems für die Produktionen kleiner und mittlerer Unternehmen (KMU), durch die Verknüpfung moderner Steuerungs- und Identifikationstechnologien, die eine Selbststeuerung sowie eine lückenlose Verfolgung der zu bearbeitenden Bauteile ermöglicht.Jahr: 2012Förderung: BMWi-FörderungLaufzeit: 11/2009 - 10/2012
![]()
![]()
-
InformGA: Integrative Prozesskettenoptimierung umformtechnisch gefertigter Bauteile auf Basis genetischer AlgorithmenIm Rahmen von informGA - Integrative Prozesskettenoptimierung umformtechnisch gefertigter Bauteile auf Basis genetischer Algorithmen - wurde eine Methode zur softwareunterstützten Auslegung schmiedetechnischer Prozessketten unter Berücksichtigung der Gesenk- und Bauteilherstellung entwickelt. Ergebnisse der Validierung zeigen, dass sich mit Hilfe der entwickelten Methode der Rechenaufwand für die Auslegung von Produktionsprozessketten bei gleichzeitiger Erhöhung der Ergebnisgüte signifikant reduzieren lässt.Jahr: 2012Förderung: DFG-FörderungLaufzeit: 06/2010 – 09/2014
![]()
![]()
-
TecKompAss: Integrierte technologie- und kompetenzorientierte Arbeitsplanung in soziotechnischen SystemenZiel des Forschungsvorhabens ist die Entwicklung einer kompetenzorientierten Methode für die Fertigungsplanung. Dazu soll eine Kombination technologischer und kompetenzorientierter Ansätze zur Erweiterung der konventionell technologie-orientierten Fertigungsplanung führen. Durch diese Zusammenführung sollen bisher nicht genutzte Synergieeffekte erschlossen werden, um die Zielerreichung strategischer Produktionsziele zu verbessern.Jahr: 2012Förderung: DFG-FörderungLaufzeit: 01/2012 - 12/2013
![]()
![]()
-
CELERITAS – Entwicklung eines Systems zur Beschleunigung von FertigungsprozessenIn Zusammenarbeit mit einem Softwareentwicklungs- und einem Anwendungs-unternehmen wird eine kostengünstige modulare Fertigungssteuerung entwickelt, die eine echtzeitfähige Steuerung und Überwachung der Prozesse anhand von Kennzahlen erlaubt. Durch den schlanken Aufbau kann diese Systemsteuerung schnell und ohne hohen Aufwand in den bestehenden Unternehmensbetrieb integriert werden.Jahr: 2012Förderung: ZIM-FörderungLaufzeit: 10/2011 - 09/2013
![]()
![]()
-
„Thermomechanische Verformung komplexer Werkstücke durch Bohr- und Fräsprozesse“ im SPP1480Die im Flugzeugbau eingesetzten Strukturbauteile aus Aluminium- und Titan-basierten Legierungen stellen aufgrund der aus dem Zerspanprozess resultierenden Wärmedehnung extreme Anforderungen an die Prozessführung und die Bauteilqualität. Die Vorhersage dieser Effekte mittels eines innovativen Simulations- und Kompensationsverfahrens, welches die geschlossene Wirkkette aus Materialabtrag, Wärmeentstehung, Wärmeleitung und Wärmeverformung abbildet, stellt dabei weitere Herausforderung in diesem Projekt da.Jahr: 2012Förderung: DFG-FörderungLaufzeit: 01/2011 – 12/2017
![]()
![]()
-
Verfahren zur Modellierung der Einflüsse auf die Werkstückqualität bei der Fräsbearbeitung von Titan QualiTiStrukturbauteile in der Luftfahrt werden zunehmend aus Titan gefertigt. Die im Material vorhandenen und durch die Bearbeitung eingebrachten Eigenspannungen können zum Verzug dieser Großbauteile (Länge bis 5 m) führen, was hohe Kosten durch Nacharbeit oder Ausschuss verursacht. Das Ziel des Projekts QualiTi, das in Kooperation mit dem Partner Premium Aerotec durchgeführt wird, ist es, diesen Verzug durch die Vorhersage in einem Simulationssystem auf Basis technologischer Daten zu minimieren. Ansprechpartner:Thilo Grove, Steven DreierJahr: 2012Förderung: Niedersächsisches Ministerium für Wirtschaft, Arbeit und Verkehr MWLaufzeit: 12/2010 – 12/2013
-
Thermomechanische Wirkungen auf die Spanbildung bei FeAlCr-LegierungenIntermetallische Fe3Al-Cr-Legierungen besitzen Eigenschaften, die sie als Werkstoff für eine Vielzahl von technischen Anwendungen interessant machen. Über das Werkstoffverhalten dieser Legierungen bei der spanenden Bearbeitung bestehen Wissensdefizite, die der industriellen Nutzung dieses Werkstoffs bislang entgegenstehen. In diesem Projekt werden die Wirkzusammenhänge zwischen Werkstoff- und Gefügeeigenschaften sowie thermischen und mechanischen Prozessgrößen bei der Spanbildung grundlegend untersucht.Jahr: 2012Förderung: Deutsche Forschungsgemeinschaft (DFG)Laufzeit: 11/2010 – 05/2013
-
Einfluss der Schneidkantengeometrie auf das Verschleißverhalten bei der Bearbeitung verschiedener WerkstoffeKurzbeschreibung: Im Rahmen des Projektes wird der Einfluss der Schneidkantenverrundung auf das Einsatzverhalten von Fräswerkzeugen bei der Bearbeitung unterschiedlicher Werkstoffe analysiert. Weiterhin liegt der Fokus des Projektes auf der Entwicklung neuartiger Freiflächengeometrien zur Erhöhung der Standzeit von Werkzeugen sowie Optimierung der BauteilqualitätJahr: 2012Förderung: Ministerium für Wissenschaft und Kultur des Landes Niedersachsen (MWK)Laufzeit: 01/2011 – 12/2012
-
Leistungssteigerung beim Schleifen mit Diamantwerkzeugen durch mechanisch abrichtbare, poröse metallische Verbindungen (17386 N)Aktuelle Anforderungen an Bauteilqualität und Wirtschaftlichkeit verlangen die Steigerung der Leistungsfähigkeit der Schleifwerkzeuge sowie einen kühleren Schliff, wobei gleichzeitig die Energieeffizienz erhöht werden soll. Metallisch gebundene Schleifscheiben besitzen das Potenzial, diesen Anforderungen gerecht zu werden. Die Bindungsstruktur verhindert jedoch die weite Anwendung und limitiert das Leistungsvermögen. Das Forschungsziel dieses Vorhabens war die Leistungssteigerung beim Schleifen mit Diamantschleifscheiben durch Qualifizierung einer mechanisch abricht-baren, porösen metallischen Bindung.Jahr: 2013Förderung: AiF im Rahmen des Programms zur Förderung der Industriellen Gemeinschaftsforschung (IGF)Laufzeit: 01/2012 – 12/2013
-
OptiBox - Automatisierte Optimierung von Produktions-systemen durch mobile und selbstlernende AnalyseeinheitenDas Ziel des Projektes ist es, kleinen und mittleren produzierenden Unternehmen die Optimierung ihrer Produktionssysteme durch die Entwicklung von mobilen, berührungslosen und selbstlernenden Analyseeinheiten (OptiBox) zu ermöglichen. Mittels dieser systematischen Datenaufnahme wird der finanzielle, personelle und zeitliche Aufwand für den Anwender deutlich reduziert. Im Rahmen des Vorhabens werden OptiBox-Systeme entwickelt (Hard- und Software), die mittels neuartiger RFID-Technologie Produktionsdaten aufnehmen und mit selbstlernenden Algorithmen vorverarbeiten. Darüber hinaus wird eine Schnittstelle zu Produktionssimulations-programmen erstellt, die eine gezielte Simulation zur Optimierung der Produktion ermöglicht. Die entwickelten Systeme werden bei diversen, projektbegleitenden Unternehmen getestet.Jahr: 2013Förderung: BMBF-FörderungLaufzeit: 05/2011 - 04/2013
![]()
![]()
-
Modulare Maschinen- und Prozesssimulation - Rahmenmodell für die Werkzeugmaschinen-konstruktion und ProzessauslegungDas Projekt „Modulare Maschinen- und Prozesssimulation“ hat zum Ziel, ein Konzept zur durchgängigen und skalierbaren Simulation von Werkzeugmaschinen zu entwickeln und in einem prototypischen Anwendungsszenario umzusetzen. Dazu ist es nötig, den funktionalen Aufbau des technischen Systems Werkzeugmaschine zu abstrahieren und den Modellaufbau zur Simulation zu standardisieren. Dies ermöglicht es, klar abgegrenzte Module zu definieren. Diese repräsentieren die einzelnen Systemkomponenten und stellen deren Funktion als Simulationsmodell bereit. Die austauschbaren Module können je nach gefordertem Detaillierungsgrad und Anwendungszweck in unterschiedlichen Konfigurationen nach einem einheitlichen Protokollentwurf miteinander interagieren und bilden auf diese Weise die Funktion des Gesamtsystems virtuell ab.Jahr: 2013Förderung: Niedersächsisches Ministerium für Wissenschaft und KulturLaufzeit: 01/2011 - 02/2013
![]()
![]()
-
SFB 653 – T01: „Anlernfreie Prozessüberwachung für die Einzelteilfertigung“Das Hauptziel des Transferprojektes „Anlernfreie Prozessüberwachung für die Einzelteilfertigung“ ist die Erhöhung der Prozesssicherheit von Produktionsanlagen in der Einzelteilfertigung. Dafür wird ein anlernfreies Prozessüberwachungsverfahren entwickelt, welches eine robuste und zuverlässige Überwachung schon für das erste gefertigte Werkstück ermöglicht.Jahr: 2013Förderung: DFG-FörderungLaufzeit: 10/2011 – 09/2014
![]()
![]()
-
Wind-Power-Roadmapping – Planung von Fertigungskapazitäten mittels Integrativen Roadmapping innerhalb der WindenergieanlagenbrancheZiel des Projektes Wind-Power-Roadmapping ist die strategische sowie operative Planung von Fertigungskapazitäten zur Produktion von Bauteilen für Windenergieanlagen wie z. B. Rotorblätter. Die dabei verfolgte Synchronisation der Produkt-, Fertigungstechnologie- und Fabrikplanung basiert auf der Berücksichtigung sämtlicher kausaler Wechselbeziehungen. Hierfür werden systemdynamische Prozesskettensimulationsmodelle entwickelt und in einem rechnerbasierten Werkzeug zur prozessübergreifenden Analyse, Planung und Auslegung von Fertigungskapazitäten implementiert.Jahr: 2014Förderung: DFG-FörderungLaufzeit: 11/2012 – 10/2014
![]()
![]()
-
Einfluss stetig und unstetig verrundeter Schneidkanten auf das Verschleißverhalten von DrehwerkzeugenDie Leistungsfähigkeit von Zerspanwerkzeugen kann nachweislich durch eine gezielte Schneidkantenpräparation erhöht werden Das Ziel des Forschungsvorhabens ist es, einen grundlegenden Beitrag zum Verständnis der Vorgänge im Bereich der Schneidkante bei der Anwendung geometrisch bestimmter Werkzeuge zu generieren. Im Fokus stehen die Auswirkungen stetig und unstetig verrundeter Schneidkanten auf die thermo-mechanischen Vorgänge im Bereich der Stau- und Trennzone vor der Schneide und damit auch auf den Werkzeugverschleiß.Jahr: 2014Förderung: DFG-FörderungLaufzeit: 08/2013 – 07/2015
![]()
![]()
-
SPP1551: „Erhöhte Wälzfestigkeit und Reibungsminderung bei Wälzlagern und Gleichlaufgelenken durch innovative Hartbearbeitung“Durch eine gezielte Hartbearbeitung mit den Verfahren Hartdrehen und Festwalzen lässt sich die Oberfläche und Randzone der Bauteile gezielt beeinflussen. Durch das Festwalzen werden Eigenspannungen in die Oberfläche eingebracht. In Kombination mit einem neu entwickelten Lebensdauermodell des Instituts für Maschinenkonstruktion und Tribologie (IMKT) ist so eine belastungsgerechte Auslegung von Wälzlagern möglich. Abschließend werden die Verfahren Hartdrehen und Festwalzen in einem kombinierten Prozess zusammengeführt. Im Bereich der Mischreibung werden die Oberflächenstrukturen durch das Festwalzen dahingehend verändert, dass die Reibung zwischen den Wälzpartnern reduziert wird.Jahr: 2014Förderung: DFG-FörderungLaufzeit: 01/2012 – 12/2017
![]()
![]()
-
SFB 653 – K2: „Planung und Überwachung spanender Fertigungsprozesse auf Basis von Werkstück- und Fertigungsinformation“Das Ziel des Teilprojektes K2 ist die Kombination von bauteilinhärenten Werkstückinformationen und Fertigungsinformationen für die Planung und Überwachung der Fertigung von gentelligenten Bauteilen. Dabei verfolgt das Teilprojekt K2 die Vision einer Gentelligenten Produktion, als Gesamtkonzept zur Einbindung von bauteilinhärenten Werkstückinformationen sowie Informationen aus gentelligenten Systemkomponenten.Jahr: 2014Förderung: DFG-FörderungLaufzeit: 07/2005 – 06/2017
![]()
![]()
-
SFB 653 – E1: „Bauteiloberflächen und -randzonen mit gentelligenten Eigenschaften“Das Teilprojekt E1 hebt die Trennung zwischen spanend gefertigtem Bauteil und Datenträger auf, indem Oberflächen- und Randzoneneigenschaften zur Speicherung von Informationen aus der Bauteilherstellung und über die erfahrenen Lasten im Lebenszyklus genutzt werden. Drei Nutzungsebenen der Randzone dienen als Informationsspeicher: 1. die Nutzung charakteristischer Oberflächenmerkmale zur individuellen Bauteilidentifizierung, die sich bei konventionellen Bearbeitungsprozessen ausbilden 2. die passive Randzonenveränderung durch Belastung im Einsatz zur Ableitung der Bauteilbelastungshistorie im Lebenszyklus und 3. die aktive Veränderung der Topografie durch die Einbringung informationstragender Mikrostrukturen. Letzteres konnte im 2. Förderzeitraum zu einem Entwicklungsstand gebracht werden, der eine separate Weiterführung im Rahmen des Transferprojektes T04 erlaubte. Nähere Informationen hierzu finden Sie an entsprechender Stelle auf dieser Webseite.Jahr: 2014Laufzeit: 07/2005 – 06/2017
![]()
![]()
-
Modellierung des Stirnplanfräsprozesses von parallel angeordneten WerkstoffverbundenIn der Fertigung von Hochleistungs-Verbundbauteilen, wie z.B. einem Zylinderkurbelgehäuse, müssen hohe Qualitätsanforderungen bezüglich der Maß- und Formgenauigkeit sowie Oberflächengüte erfüllt werden.Jahr: 2014Förderung: DFG-FörderungLaufzeit: 06/2013 – 05/2016
![]()
![]()
-
SFB 653 – T02 „Sensorisches Spannsystem zur Überwachung des System- und Prozesszustandes“Im Transferprojekt T02 wird ein sensorische Spannsystem für die industrielle Praxis erforscht. Dabei werden die im Teilprojekt N1 erarbeiteten Erkenntnisse genutzt und in ein konkretes Anwendungsszenario transferiert.Jahr: 2014Förderung: DFG-FörderungLaufzeit: 04/2012 – 03/2015
![]()
![]()
-
SFB 653 - T04: „Gentelligente Werkstücktopographiegestaltung und Produktivitätssteigerung geometrisch bestimmter Zerspanprozesse durch axiale Werkzeuganregung“Kernstück dieses Projektes ist ein aktorischer Werkzeughalter welcher in der Lage ist hochdynamische Oszillationen in axialer Richtung durchzuführen. Dadurch kann im Zerspannprozess eine gezielte Spandickenmodulation bei Frequenzen bis 2 kHz und Schwingweiten von 30 µm bewirkt werden. Mittels eines intelligenten Ansteuerungssystems können so u.a. Muster und Strukturen innerhalb eines Planfräsprozesses auf der Bauteiloberfläche erzeugt werden. Dies eröffnet neue Möglichkeiten im Bereich der Informationseinbringen oder des Plagiatschutzes. Darüber hinaus lassen sich zudem Eigenschaften wie Spanbruch, Verschleiß oder Kraftentwicklung in gewöhnlichen Zerspanprozessen positiv beeinflussen.Jahr: 2014Förderung: DFG-FörderungLaufzeit: 07/2013 – 07/2016
![]()
![]()
-
Applikationsspezifisches Design von PVD-Beschichtungen für ZerspanwerkzeugeDas Verschleißverhalten beschichteter Werkzeuge weist einen deutlichen Zusammenhang mit den Eigenspannungszuständen der Schichten auf. In Zusammenarbeit mit der Sulzer Metaplas GmbH werden eigenspannungs- und eigenschaftsoptimierte PVD-Beschichtungen entwickelt, die für prozessspezifische Applikationen im kontinuierlichen und unterbrochenen Schnitt bestmögliche Standzeiten erreichen. Hierfür werden die Eigenspannungszustände verschiedener Schichtsysteme analysiert und die Werkzeuge bei der Drehbearbeitung einer Stahl- und einer Titanlegierung in Zerspanuntersuchungen eingesetzt.Jahr: 2014Förderung: DFG-FörderungLaufzeit: 01/2013 – 12/2014
![]()
![]()
-
FOR 1845 „Ultra-Precision High Performance Cutting“Im Rahmen der Forschergruppe FOR 1845 „UP-HPC“ werden wissenschaftliche Methoden und neue Technologien zur Steigerung der Bearbeitungsgeschwindigkeit bei der mechanischen Ultrapräzisionsbearbeitung untersucht. In Kooperation mit der Universität Bremen erforscht das Institut für Fertigungstechnik und Werkzeugmaschinen (IFW) die Potentiale elektromagnetischer Linearführungen in Kombination mit modellbasierten Steuerungskonzepten im Bereich der hochpräzisen Werkzeugmaschinen.Jahr: 2015Förderung: DFGLaufzeit: 01.04.2014 – 31.03.2020
![]()
![]()
-
SchiSi – Simulationsoptimierte SchichtentwicklungDie Beschichtung von Zerspanwerkzeugen mittels PVD-Hartstoffschichten (Physical Vapour Deposition) erhöht die Standzeit und die Produktivität signifikant. Eine konventionelle Entwicklung eines Beschichtungssystems für eine Zerspanaufgabe umfasst heute eine Vielzahl von Versuchsreihen mit aufwendigen experimentellen Parameterstudien. Besonders die Untersuchung des Zerspanverhaltens in Praxisversuchen verursacht einen erheblichen Zeit-, Ressourcen- und Kostenaufwand. Das Ziel des Forschungsprojekts ist daher die Zeit- und Funktionsoptimierung des Entwicklungsprozesses von Zerspanwerkzeugen mit PVD-Hartstoffschichten für die Trockenbearbeitung durch den Einsatz von FE-Simulationen, die das Zerspanverhalten beschichteter Werkzeuge abbilden. Dazu sind grundlegende konzeptionelle Studien zur simulationsunterstützten Synthese von Schichtsystemen auf Basis von CrAl(X)N für Werkzeuge zur Trockenbearbeitung vorgesehen.Jahr: 2015Förderung: DFGLaufzeit: 01.01.2015 - 31.12.2017
![]()
![]()
-
Eingriffsverhältnisse bei der Zahnflußbearbeitung durch kontinuierliches WälzschleifenDurch die gezielte Auslegung des Werkzeugprofils und der Bearbeitungsstrategie können die für die Zahnfußtragfähigkeit relevanten Faktoren Randzoneneigenschaften und Zahnfußkrümmungsradius positiv beeinflusst werden. Somit wird eine Erhöhung der Zahnfußlebensdauer erreicht. Für das kontinuierliche Wälzschleifen ist jedoch der Einfluss zahlreicher zahnrad-, schnecken- und prozessspezifischer Einflussgrößen auf die Zahnfußrandzone und die realisierte Zahnradendgeometrie bisher nicht systematisch untersucht worden und somit nicht bekannt. Das Hauptziel dieses Gesamtvorhabens ist damit ein grundlegender Beitrag zum Verständnis der Zusammenhänge bei der Bearbeitung der Zahnfußrundung durch kontinuierliches Wälzschleifen. Im Fokus stehen dabei die Auswirkungen geometrischer Schnecken- und Zahnradparameter, der Schneckenspezifikation sowie der Bearbeitungsstrategie auf den Eigenspannungs- und Gefügezustand der Zahnradrandzone sowie die verschleißbedingten Zahnradprofil-abweichungen im Zahnfußbereich. Gezielte Schleifuntersuchungen, 3D-Abtragssimulationen und analytische Prozessbetrachtung werden die benötigten Erkenntnisse liefern, um das Hauptziel dieses Vorhabens zu erreichen.Jahr: 2015Förderung: DFGLaufzeit: 01.04.2014 – 31.03.2016
-
Steuerung des Einsatzverhaltens metallisch gebundener Diamantschleifscheiben durch anpassbare SchleifscheibeneigenschaftenDie Eigenschaften von metallisch gebundenen Schleifscheiben bestimmen deren Einsatzverhalten und somit die Leistungsfähigkeit des Schleifprozesses. Metallische Schleifscheiben werden durch das Heißpressen hergestellt und erhalten durch diesen Prozess ihre Eigenschaften. Aktuelle ist nicht allgemein bekannt, welche Eigenschaften signifikante Einflüsse auf das Einsatzverhalten besitzen. Darüber hinaus ist unklar, welche Wirkzusammenhänge zwischen Sintergrößen und diesen signifikanten Eigenschaften herrschen. Daher ist das Ziel dieses Vorhabens, einen Beitrag zu leisten, die dargestellte Wissenslücke zu schließen.Jahr: 2015Förderung: DFGLaufzeit: 01.01.2015 – 30.06.2016
![]()
![]()
-
Einfluss der Schneidkantenverrundung auf die Zerspankräfte bei variierenden SpanungsquerschnittenDie Entwicklung von Modellen zur Vorhersage von Prozesskräften und Spanbildung ist ein wichtiger Fokus der fertigungstechnisch orientierten Wissenschaft. Dieses ermöglicht die Auslegung von Werkzeugmaschinen, Antrieben sowie die konsequente Weiterentwicklung der Leistungsfähigkeit von Zerspanwerkzeugen. Hierzu sind exakte Kenntnisse über die induzierten Prozesskräfte sowie die Kraftgradienten am Zerspanwerkzeug erforderlich. Hierzu wird ein übergreifendes Kraftmodell auf der Basis der Ansätze von Jivishov und Köhler unter Berücksichtigung der Werkzeugattribute sowie der Werkstoffeigenschaften für die Drehbearbeitung entwickelt.Jahr: 2015Förderung: DFGLaufzeit: 01.01.2015 – 31.12.2016
-
DefAhS – Definierter Abtrag hocharmierter StahlbetonstrukturenBeim Rückbau von Nuklearanlagen stellt die Dekontamination und fernhantierte Zerkleinerung von Stahlbetonen einen zentralen Punkt dar. Hauptziel ist es, das kontaminierte Material selektiv abzutragen, um das verbleibende Material, das bezogen auf die Gesamtanlage bzw. Gesamtmassen den überwiegenden Anteil darstellt, dem normalen Recyclingkreislauf zuführen zu können. Für die wenige Millimeter tiefe Oberflächendekontamination stehen einige Verfahren zur Verfügung, die stetig optimiert und weiterentwickelt werden. Ein Problem besteht aktuell in dem Abbruch und selektiven Tiefenabtrag von Stahlbetonen, z.B. bei Rissen oder Ausbrüchen, so dass die Oberflächen im Anschluss freimessbar sind. Im Projekt DefAhS wird ein Ansatz zur Lösung dieser Problematik mittels eines kombinierten Abtragswerkzeugs verfolgt. Während der Abtrag von reinem Beton mit einem angeregten Hinterschneidverfahren erfolgt, das sehr hohe Abtragsleistungen bei relativ geringen Arbeitskräften ermöglicht, sollen bewehrte Bereiche mittels eines Fräsverfahrens im Trockenschnitt abgetragen werden.Jahr: 2015Förderung: BMBFLaufzeit: 01.10.2013 - 30.09. 2016
![]()
![]()
-
Großflächige, schleiftechnologische Oberflächenfunktionalisierung zur Effizienzsteigerung von PumpensystemenRiblet-Strukturen besitzen das Potenzial den Wirkungsgrad von Strömungsmaschinen positiv zu beeinflussen und somit einen Beitrag zur Energie- und Ressourceneffizienz zu leisten. Aktuell wird dieses Potenzial industriell jedoch nicht ausgeschöpft, da es an wirtschaftlichen Fertigungstechnologien zur Herstellung der Strukturen mangelt. Hier setzt dieses Projekt an.Jahr: 2015Förderung: BMWi: Energieeffizienz in der IndustrieLaufzeit: 01.04.2013 - 31.03.2016
![]()
![]()
-
Sekomet – Angepasstes Seilschleifen komplexer, metallischer StrukturenDas Seilschleifen bietet verfahrensspezifische Vorteile. Es erlaubt das Trennen von Komponenten unterschiedlicher Werkstoffe und Geometrien mit nahezu unbegrenzter Schnitttiefe. Bei der Bearbeitung von Stahlstrukturen führen mechanische und thermische Belastungen jedoch zu einem vorzeitigen Komplettversagen des Werkzeugs. Im Rahmen des Projekts Sekomet wird die Prozesssicherheit der Seilschleifbearbeitung von Stahlstrukturen durch Prozessanpassungen und innovative Werkzeuge erhöht.Jahr: 2015Förderung: BMBFLaufzeit: 01.09.2014 – 31.12.2017
![]()
![]()
-
Influence of the manufacturing process on the subsequent residual stress relaxation in AISI 4140 steelThis project is tailored according to the Phase III goals of the BRAGECRIM research initiative: The sustainable development of the German-Brazilian production chain through innovative technology. An important step towards a product’s life cycle behaviour is the machining process. This process determines the product´s surface and subsurface properties. Especially the latter (residual stresses, microstructure and hardness alterations, cracks, etc.) are relevant for fatigue life of the components. However, under mechanical load the subsurface properties might change. The special focus of this project is the residual stress relaxation due to external loads. This mechanism and the interaction with other surface and subsurface properties are not understood. The detailed characterisation of the mechanism of relaxation depending on the machining process will lead to advanced products. The vision of this project is the specific adjustment of surface and subsurface properties by adapted machining process design to optimise fatigue life of components. The investigation of the occurring mechanisms in a collaborative project will promote the knowledge exchange between Germany and Brazil regarding this important matter for cyclic mechanically loaded components.Jahr: 2015Förderung: DFG, Fördermaßnahme BragecrimLaufzeit: 01.01.2015 – 31.12.2016
![]()
![]()
-
FeBast - Entwicklung von individuellen Stufenwerkzeugen basierend auf KonstruktionselementenBei spanenden Fertigungsprozessen können durch den Einsatz sogenannter individueller Stufenwerkezuge mehrere Bearbeitungsschritte gleichzeitig mit nur einem Werkzeug durchgeführt werden. Durch die wegfallenden Werkzeugwechselzeiten kann die Produktivität eines Fertigungsprozesses erhöht werden. Der Produktivitätssteigerung steht jedoch bisher der hohe Entwicklungsaufwand von durchschnittlich 6 Monaten bei der Auslegung eines Stufenwerkzeugs gegenüber. In kleinen und mittelständischen Unternehmen mit deren typischen kleinen Losgrößen werden Stufenwerkzeuge deshalb nur selten verwendet. Ziel des Forschungsprojekts FeBast ist es die Entwicklungsdauer von Stufenwerkzeugen auf wenige Tage zu reduzieren so dass sie auch von KMU’s eingesetzt werden können. Dazu sollen zukünftig Stufenwerkzeuge basierend auf einem Baukastensystem konstruiert und gefertigt werden.Jahr: 2015Förderung: BMBF – Fördermaßnahme: KMU-innovativ: ProduktionsforschungLaufzeit: 01.10.2014 - 30.09.2016
![]()
![]()
-
Simulationsbasierte Vorhersage von Randzonenveränderungen beim SchälwälzfräsenHauptziel dieses Vorhabens ist es, den Einfluss der thermomechanischen Prozesseinflüsse auf die beim Schälwälzfräsen entstehenden Eigenspannungen zu ermitteln und die Höhe der Eigenspannungen sowie die Hauptspannungsrichtungen vorhersagen zu können. Hierdurch soll der hohe Aufwand bei der messtechnischen Bestimmung von Eigenspannungen deutlich reduziert werden.Jahr: 2015Förderung: DFG-FörderungLaufzeit: 01.01.2014 – 31.12.2015
![]()
![]()
-
HLProKet – Hochleistungsprozesskette in der GroßserienfertigungSowohl im Fahrzeug- als auch im Maschinen- und Anlagenbau werden hochbelastete und hinsichtlich Bauraum und Gewicht optimierte Maschinenelemente eingesetzt. Diese Maschinenelemente, wie bspw. Antriebsgelenkwellen für Kraftfahrzeuge, werden in komplexen Prozessketten, bestehend aus einer endkonturennahen Weichbearbeitung mittels trennender und umformender Fertigungsverfahren, einem Wärmebehandlungsprozess und mehreren spanenden Hartfeinbearbeitungsprozessen, hergestellt. Die Produktivität der Weichbearbeitungsprozesse ist enorm hoch doch von geringer Flexibilität. Der anschließende Wärmebehandlungsprozess ist für die Erzeugung von erforderlichen Verschleiß- und Festigkeitseigenschaften der Bauteile notwendig. Gleichzeitig ist dieser der kritische Punkt in der Herstellung hinsichtlich schwer kalkulierbarer Härteverzüge und unerwünschter Verformungen. Aufgrund der auftretenden Bauteilverzüge muss eine zeit- und kostenaufwendige Qualitätsprüfung und ggf. Hartfeinbearbeitung erfolgen.Jahr: 2015Förderung: BMBF, Projektträger Karlsruhe (PTKA-PFT)Laufzeit: 01.08.2014 bis 31.07.2017.
![]()
![]()
-
Erkenntnistransfer-Projekt SPP 1180: „Effektive Prozessauslegung beim Werkzeugschleifen unter Berücksichtigung der Prozess-Struktur-Wechselwirkungen“Ein wichtiges Qualitätskriterium bei der Prozessauslegung ist die Vermeidung von geometrischen Gestaltabweichungen, die auf Wechselwirkungen von Prozess und Bauteil zurückzuführen sind. Die Nachgiebigkeit des Werkstücks wird primär durch die Prozesskräfte, die Materialeigenschaften und die sich im zeitlichen Verlauf verändernde Werkstückgestalt bestimmt. Aufgrund dieser Zusammenhänge ist für die Auslegung von Werkzeugschleifprozessen eine hohe Anzahl an Versuchen notwendig, bis der Prozess den Kundenwünschen entsprechend eingestellt ist. Das Ziel des Projektes ist die Entwicklung und Erforschung einer Methode zur modellbasierten Auslegung individueller Werkzeugschleifprozesse im industriellen Umfeld.Jahr: 2017Förderung: DFGLaufzeit: 01.01.2017-31.12.2018
![]()
![]()
-
Grundlagen eines Mehrkoordinatenpositioniersystems für spanende WerkzeugmaschinenIn diesem Projekt soll ein neuartiger Ansatz eines Mehrkoordinatenpositioniersystems für spanende Werkzeugmaschinen erforscht werden.Jahr: 2018Förderung: DFGLaufzeit: 01/15 - 06/17
![]()
![]()
-
Hybride SpindelAktuell am Markt angebotenen Universalspindeln sind aufgrund ihres limitierten Arbeitsbereiches häufig nur für ein der beiden sehr produktiven Verfahren der Hochgeschwindigkeits- oder Hochleistungszerspanung geeignet. Ziel des Projektes ist es, eine „hybride“ Spindel zu entwickeln, die prozessabhängig zwischen diesen beiden Betriebsbereichen umschalten kann, da in diesem Fall ein breites Materialspektrum an derselben Maschine kostengünstig und effizient bearbeitet werden kann.Jahr: 2018Förderung: AiF-IGFLaufzeit: 06/17 - 06/19
![]()
![]()
-
Sensing Guide Carriage (SGC)Mikro-Dehnungsmessstreifen in Kerben ermöglichen eine hochempfindliche Kraftmessung. In Kombination mit intelligenter Sensorplatzierung und Signalverarbeitung lassen sich die sensorischen Eigenschaften von Werkzeugmaschinenbauteilen ohne Steifigkeitsverlust realisieren. Um den Entwicklungsaufwand zu reduzieren, ist die Entwicklung von sensorischen Führungswagen als Standardkomponenten für Werkzeugmaschinen Gegenstand dieses Projekts.Jahr: 2018Förderung: KIMMLaufzeit: 03/18 - 08/20
![]()
![]()
-
Aktive Ruckentkopplung für Werkzeugmaschinen (AiR)Die dynamische Nachgiebigkeit der Maschinenstruktur stellt bei der Entwicklung von hochdynamischen Werkzeugmaschinen eine große Herausforderung dar. Durch hohe Ruckwerte (Zeitliche Ableitung der Beschleunigung) des Antriebs wird die Maschinenstruktur breitbandig zu Schwingungen angeregt. Ziel dieses Forschungsvorhabens ist die Erforschung von aktiven Zusatzkomponenten, die in den Kraftfluss von Antrieb und Maschinenstruktur integriert werden und so der Strukturanregung entgegenwirken.Jahr: 2018Förderung: DFGLaufzeit: 07/16 - 06/18
![]()
![]()
-
WiZuBe - Wirtschaftliche und zuverlässige ZustandsüberwachungZiel dieses Forschungsvorhabens ist es, ein anwenderfreundliches und zuverlässiges Zustandsüberwachungssystem für Kugelgewindetriebe in Werkzeugmaschinen zu entwickeln, das sich möglichst autonom parametriert und sich selbstständig an die Nutzungsbedingungen der Maschine anpasst.Jahr: 2018Förderung: AiF-IGFLaufzeit: 01/18 - 09/20
![]()
![]()
-
Opti5Grind - Innovatives 5-Achs-Schleifen von FreiformflächenDurch die Kenntnis über den Einfluss von Gier- und Anstellwinkel auf die Oberflächenqualität und Randzoneneigenschaften beim Schleifen von Freiformflächen werden neue Schleifstrategien zur Effizienzsteigerung mit dynamisch wanderndem Kontaktpunkt möglich.Jahr: 2018Förderung: ZIMLaufzeit: 07/17 - 06/19
![]()
![]()
-
Rotor Cooling – Kühlung von MotorspindelwellenWährend des Betriebes von Motorspindeln, kommt es zu Wärmeverlusten in Motor und Lagern. Diese Wärme führt zu einer Reihe an ungewünschten Effekte innerhalb des Spindel-Lager-Systems. Ziel des Projektes ist die Entwicklung einer Wellenkühlung auf Basis von lamellenförmigen Wärmetauschern.Jahr: 2018Förderung: IndustrieLaufzeit: 08/07 - 10/18
![]()
![]() © Kleme
© Kleme
-
SensDrill - Sensorisches BTA-Tieflochbohrwerkzeug zur Überwachung des MittenverlaufsDas BTA-Tiefbohren ist durch eine äußere Bohrölzufuhr zwischen der Bohrungswand und dem Bohrkopf gekennzeichnet. Das Bohröl transportiert die am Bohrkopf erzeugten Späne durch den Bohrkopf und das Bohrrohr nach außen. Zur Erhöhung der Prozesssicherheit entwickelt das Institut für Fertigungstechnik und Werkzeugmaschinen (IFW) Hannover zusammen mit der BTA-Tiefbohrsysteme GmbH ein sensorisches Bohrrohr. Ziel ist es, den Mittenverlauf hauptzeitparallel bestimmen und überwachen zu können.Jahr: 2018Förderung: ZIM - BMWiLaufzeit: 10/16 - 09/18
![]()
![]()
-
Indirekte Eigenspannungsmessung mittels ESPI-BohrlochmethodeQualifizierung der ESPI-Bohrlochmethode für die Messung von Eigenspannungen an Stahl, Aluminium und Titan. Ermittlung optimaler Bohr- und Messparameter für eine verlässliche und reproduzierbare Eigenspannungsmessung.Jahr: 2018Förderung: Wege in die Forschung / Leibniz Universität HannoverLaufzeit: 05/17 - 04/18
-
Untersuchung der Haftverbundmechanismen zwischen Gerüst- und Verblendmaterial vollkeramischer ZahnrestaurationenDie Verwendung von vollkeramischen Zahnrestaurationen auf Zirkonoxidbasis nimmt seit den 90ern stetig zu. Die notwendigen Fertigungsschritte bis zur fertigen Restauration beeinflussen den Haftverbund zwischen dem Gerüst- und Verblendmaterial, häufig kommt es zum Versagen der Restauration durch Chipping. Die genauen Mechanismen und Zusammenhänge sind derzeit nicht vollständig bekannt, deshalb wird in diesem Projekt Einfluss der Prozesskette auf die Haftverbundmechanismen zwischen Gerüst- und Verblendmaterialien vollkeramischer Zahnrestaurationen im Detail untersucht.Jahr: 2018Förderung: DFGLaufzeit: 02/2016 - 01/2023
![]()
![]()
-
Kontakterosives Abrichten mehrschichtiger Seilschleifwerkzeuge für die Stahlbeton- und Stahlbearbeitung (KESS)Ziel dieses Forschungsvorhabens ist es, mehrschichtige Schleifperlen für das Trennschleifen von reinen Metallstrukturen zu qualifizieren und dadurch die Produktivität des Zerlegeprozesses im Rückbau zu steigern. Um den fehlenden Selbstschärfeeffekt zu kompensieren, müssen die mehrschichtigen Schleifperlen dabei gezielt abgerichtet werden. Aufgrund der Metallbindung der Perlen wird das kontakterosive Abrichten (ECDD - Electro Contact Discharge Dressing) angewendet.Jahr: 2018Förderung: BMBFLaufzeit: 09/16 - 08/19
![]()
![]()
-
Untersuchung der Wirkweise eines neuartigen für Schrupp- und Schlichtoperationen ausgelegten FräswerkzeugsDie Produktivität in der spanenden Fertigung wird häufig durch selbsterregte Schwingungen, sogenannte Ratterschwingungen, begrenzt. Zur Verbesserung der Prozessstabilität können Freiflächenfasen genutzt werden, die aufgrund des Kontakts mit der Werkstückoberfläche dämpfend wirken, gleichzeitig aber zu einer verschlechterten Oberflächengüte führen. Daher wird in diesem Vorhaben eine Werkzeuggeometrie untersucht, die sowohl scharfe als auch gefaste radial zurückversetze Schneiden besitzt.Jahr: 2018Förderung: DFGLaufzeit: 07/17 - 06/20
![]()
![]()
-
Strukturierte Schleifscheibe 2Die thermische Bauteilbelastung von Profilschleifprozessen, infolge unzureichender Kühlmittelversorgung, stellt eine Herausforderung dar. Dieser Herausforderung begegnet der Lösungsansatz die Schleifscheiben mittels Mikrostrukturen zu modifizieren, um die Kühlschmiermittelversorgung zu steigern und Prozesskräfte zu reduzieren. In diesem Projekt wird die Strukturierbarkeit wie der Einfluss der Strukturen auf die Bauteileigenschaften untersucht.Jahr: 2018Förderung: AiFLaufzeit: 05/17 - 04/19
![]()
![]()
-
Innovatives Seilschleifkonzept für die Bearbeitung von Stahl (InnoSeil)Seilschleifen wird vermehrt zum trockenen Trennen von Stahlstrukturen eingesetzt. Daraus ergeben sich neue Anforderungen an das Seilschleifwerkzeug, die nach aktuellem Stand der Technik nicht hinreichend erfüllt werden. Ziel des vom BMBF geförderten Projekts InnoSeil ist deshalb, ein neuartiges Seilschleifwerkzeug zu entwickeln, dass marktüblichen Referenzwerkzeugen hinsichtlich Abtragsleistung um ≥ 20 % und Werkzeugstandzeit um ≥ 50 % deutlich überlegen ist.Jahr: 2018Förderung: BMBFLaufzeit: 12/17 - 11/20
![]()
![]()
-
Schleifstrategien zur lokalen, belastungsorientierten Randzonenmodifikation von BlechmassivumformwerkzeugenWerkzeuge für die Blechmassivumformung stehen während des Betriebs unter lokal stark unterschiedlichen Lasten. Der Schleifprozess kann genutzt werden, um das Eigenspannungsprofil der Werkzeuge so anzupassen, dass den Belastungen im Betrieb entgegengewirkt wird. Hierdurch steigert sich die Lebensdauer der Werkzeuge.Jahr: 2018Förderung: DFGLaufzeit: 01/17 - 12/20
![]()
![]()
-
Tribologisch maßgeschneiderte ZylinderlaufbuchseIn diesem Projekt werden Mikroschmiertaschen spanend in die Lauffläche von Zylinderlaufbuchsen eingebracht. Diese Schmiertaschen dienen als Ölreservoire und reduzieren die Reibung zwischen Kolben und Buchse durch Verbesserung der tribologischen Bedingungen.Jahr: 2018Förderung: DFGLaufzeit: 02/16 - 12/18
![]()
![]()
-
Advanded Methods for Machine and Process MonitoringIm Projekt „Advanced Methods for Machine and Process Monitoring“ wird zusammen mit DMG MORI CO., LTD. Ein modulares Prozessüberwachungssystem mit Modulen für die Einzelteil- und Serienfertigung entwickelt, das jeweils den manuellen Parametrieraufwand der Systeme auf ein Minimum reduzieren soll.Jahr: 2018Förderung: DMG MORI CO., LTD.Laufzeit: 10/17-09/18
![]()
![]()
-
Strategien beim Schleifen von PCBN-WendeschneidplattenWendeschneidplatten aus Polykristallinem Bornitrid (PCBN) zeichnen sich durch hohe Härte und Warmfestigkeit aus. Effiziente und qualitätsoptimierte Strategien zur Schleifbearbeitung dieser Zerspanungswerkzeuge ermöglichen eine wesentliche Minderung der Fertigungskosten und Steigerung der Oberflächenqualität der zu fertigenden Bauteile. Durch die systematische Untersuchung des Schleif- und Abrichtprozesses der PCBN-Wendeschneidplatten, sollen im Rahmen dieses Forschungsprojektes geeignete Strategien bereitgestellt werden.Jahr: 2018Förderung: DFGLaufzeit: 03/17 – 02/2019
![]()
![]()
-
Einfluss des bearbeitungsbedingten Werkstoffzustands auf das belastungsinduzierte Abbauverhalten von EigenspannungenDieses Projekt ist ein von der DFG und CAPES gefördertes Verbundprojekt zwischen deutschen und brasilianischen Hochschulen. Das Ziel dieses Projekts besteht in der Untersuchung der der Relaxation von Eigenspannungen zugrunde liegenden Mechanismen. Aus dem Verständnis über die Mechanismen der Relaxation werden die Endbearbeitungsschritte der spanenden Fertigung angepasst.Jahr: 2018Förderung: DFG/CAPESLaufzeit: 06/17 - 05/19
![]()
![]()
-
Steigern der Bauteillebensdauer mittels Randzonenbeeinflussung durch die hybride Verfahrenskombination DrehwalzenDrehwalzen stellt eine effiziente Möglichkeit für die Bearbeitung von Hochleistungsbauteilen dar. Durch das gleichzeitige Drehen und Festwalzen können nicht nur Prozesszeiten gekürzt werden - auch kann die nachteilige Beeinflussung der Bauteilrandzone durch die Werkstückbelastungen beim Drehen ausgeglichen werden.Jahr: 2018Förderung: DFGLaufzeit: 11/17 - 10/20
![]()
![]()
-
Projekt DBURessourceneffizienzsteigerung durch innovative Hochleistungs-Oberflächen- und Mikrogeometrieoptimierung von Hochleistungsschnellarbeitsstahl (HSS) für die Metallzerspanung.Jahr: 2018Förderung: DBU (Deusche Bundesstiftung Umwelt)Laufzeit: 0416 - 09/18
![]()
![]()
-
„SensSpann“ - Sensorische Spannköpfe für WerkzeugmaschinenBeim Spannen von Werkstücken und Werkstückpaletten in Werkzeugmaschinen werden Spannköpfe eingesetzt. Diese ermöglichen das Spannen von Werkstücken mit einer hohen geometrischen Wiederholgenauigkeit. Ziel dieses Projektes ist die Entwicklung eines neuen mechatronischen Spannkopfes zur kraftbasierten, kontinuierlichen Zustandsüberwachung.Jahr: 2018Förderung: ZIM - BMWiLaufzeit: 2/18 - 1/20
![]()
![]()
-
Entwicklung gedämpfter Werkzeugaufnahmen für lang auskragende, rotierende WerkzeugeAufgabe des Forschungsvorhabens ist daher die Entwicklung und Erforschung einer neuartigen Werkzeugaufnahme auf Basis von Reibleistendämpfern. Ziel ist es, die Dämpfungswirkung und Steifigkeit sowie die daraus resultierende Produktivität gegenüber bekannten Werkzeugaufnahmen für einen breiten Frequenzbereich zu steigern.Jahr: 2018Förderung: AiFLaufzeit: 7/16-7/18
![]()
![]()
-
AutoregrindIm Rahmen des Projekts „Autoregrind“ wird derzeit erforscht, wie Vollhartmetallfräswerkzeuge ressourceneffizient nachgeschliffen werden können. Hierzu wird zunächst eine Methodik entwickelt, die eine zügige und hochpräzise Ermittlung der Schädigungstiefe von nachgeschliffenen Werkzeugen erlaubt. Anschließend wird der Nachschleifprozess selbst optimiert, sodass die Standzeit der nachgeschliffenen Fräswerkzeuge erhöht und somit das sehr teure und aufwendig herzustellende Hartmetall eingespart wird.Jahr: 2018Förderung: AiFLaufzeit: 05/16 - 04/18
![]()
![]()
-
Exakte und schnelle Geometrieerfassung sowie Datenauswertung von Schiffsoberflächen für effiziente Beschichtungsprozesse - FINISHIm Verbundprojekt FINISH wird die exakte und schnelle Geometrieerfassung sowie Datenauswertung zur Effizienzsteigerung beim Beschichtungsprozess von Luxusyachten erforscht. Am IFW wird dabei eine Methodik entwickelt, um aus einer Punktwolke des Rohzustandes ein ästhetisch und technologisch optimiertes CAD-Sollmodell zu erzeugen.Jahr: 2018Förderung: BMWiLaufzeit: 03/16 - 02/19
![]()
![]()
-
CAxPoli - Technologische CAD/CAM-Kette zur automatisierten Politur geometrisch komplexer WerkstückeIn dem Forschungsprojekt „CAxPoli - Technologische CAD/CAM-Kette zur automatisierten Politur geometrisch komplexer Werkstücke“ wird am Beispiel der Zahnpolitur die automatisierte Bearbeitung durch Rückführung der tatsächlichern Bearbeitungsergebnisse auf die Prozessplanung untersucht. Ziel ist es, je nach Bearbeitungszustand die passenden Prozessstellgrößen automatisch auszuwählen und anzupassen. Durch die Rückkopplung des Bearbeitungsergebnisses sowie durch den stetigen Aufbau von Wissen aus vorherigen Bearbeitungsprozessen soll die automatische Bearbeitung komplexer Werkstücke erreicht werden.Jahr: 2018Förderung: AiFLaufzeit: 01.10.2016 - 30.09.2018
![]()
![]()
-
Energieeffiziente, flexible und wirtschaftliche Fertigungssysteme für Faserverbundwerkstoffe (EFFECTIVE)Ziel des Projekts Effective ist die erstmalige Entwicklung, Erforschung und Demonstration einer effizienten, intelligenten und kostengünstigen Produktionsanlage zur Bearbeitung von Faserverstärkten Kunststoffen mittels einer Kombination von Werkzeugmaschinen- und Robotertechnologien integriert in eine Gesamtanlage. Durch die Optimierung der Konstruktion werden die Maschinenkosten um über 25 % reduziert. Außerdem sorgen eine intelligente Regelung für die Absaugung und der Einsatz von Leichtbaumaterialien in der Maschinenstruktur für eine Reduktion der Energiekosten um 25 % gegenüber heutigen Werkzeugmaschinen.Jahr: 2018Förderung: Dieses Forschungsprojekt wird mit Mitteln des Bundesministeriums für Bildung und Forschung (BMBF) im Programm „Innovationen für die Produktion, Dienstleistung und Arbeit von morgen“ gefördert und vom Projektträger Karlsruhe (PTKA) betreut.Laufzeit: 01.01.2016 - 31.12.2018
![]()
![]()
-
SFB 653 - T09: Betriebsbegleitende, adaptive Arbeitsplanung und FertigungssteuerungDas Ziel des Transferprojekts T09 ist die Überführung des erarbeiteten Grundlagenwissens im SFB 653 in die Anwendung. Hierzu wird die Methode zur adaptiven Arbeitsplanung und Fertigungssteuerung anwendungsorientiert weiterentwickelt und in das Fauser MES der Fauser AG transferiert und mit der Fauser BDE verknüpft. Beim Projektpartner Bornemann Gewindetechnik GmbH & Co. KG kommt die Methode in der Praxis zum Einsatz und wird auf diese Weise erprobt und validiert.Jahr: 2018Förderung: DFGLaufzeit: 01.07.2017 - 30.06.2019
![]()
![]()
-
Intelligente WerkzeugmaschineSelbsterregte Schwingungen sind ein Hauptfaktor für schlechte Oberflächenqualitäten von Werkstücken und verringerte Produktivität von Werkzeugmaschinen. Die Einrichtung eines Prozesses mit hoher Produktivität bei gleichzeitig hoher Prozesssicherheit erfordert ein hohes Maß an Expertenwissen. Ziel dieses Projekts ist die Entwicklung einer „intelligenten Werkzeugmaschine“, die Prozessparameter wie Schnitttiefe/-breite, Spindeldrehzahl und Vorschub autonom an die jeweiligen Gegebenheiten anpasst um einen produktiven und gleichzeitig stabilen Prozess zu ermöglichen.Jahr: 2019Förderung: DFGLaufzeit: 10/2018 - 09/2021
![]()
![]()
-
Auswirkung der Schneidkanteneigenspannungen auf das Verschleißverhalten PVD-beschichteter ZerspanwerkzeugeEigenspannungen in Hartstoffschichten haben einen großen Einfluss auf die Werkzeugstandzeit. Die Messung an der Schneidkante ist mit den etablierten Verfahren nicht möglich. Die Raman-Spektroskopie zeigt hohes Potential für diese Messaufgabe. Die Kalibrierung der Messmethode erfolgt mit Hilfe der röntgenografischen Streuvektormethode.Jahr: 2019Förderung: DFGLaufzeit: 1.5.2018 – 30.04.2020
![]()
![]()
-
Schneidkantenmikropräparation hochharter SchneidstoffeDie Schneidkantenmikropräparation bietet auch für die Hartbearbeitung mit pCBN-Werkzeugen das Potenzial zur Steigerung der Werkzeugstandzeit. Konventionellen Präparationsverfahren sind jedoch aufgrund des erheblichen Werkzeugverschleißes, der hieraus resultierenden geringen Prozesssicherheit sowie der mangelnden geometrischen Flexibilität enge Prozessgrenzen gesetzt. Die Lasermaterialbearbeitung besitzt daher – insbesondere bei der Präparation von Werkzeugen aus hochharten Schneidstoffen – großes Potential.Leitung: Prof. Dr.-Ing. Berend DenkenaTeam:Jahr: 2020Förderung: DFGLaufzeit: 02/2020 - 01/2021
![]()
![]()
-
Charakterisierung sintermetallisch gebundener DiamantschleifscheibenZiel des Vorhabens ist ein Gesamtmodell, das die Schleifscheibeneigenschaften und das Einsatzverhalten von der Herstellung über den Einsatz bis zum Prozessergebnis geschlossen abbildet. Hierzu ist es erforderlich, zeitgleich und in enger Kooperation auf den Gebieten Sintertechnologie, Schleiftechnologie und Modellierung zu arbeiten. Auf diese Weise können einstellbare Eigenschaften sowie Wechselwirkungen identifiziert und hinsichtlich ihrer Prozessrelevanz und Quantifizierbarkeit analysiert werden.Leitung: Prof. Dr.-Ing. Berend DenkenaTeam:Jahr: 2020Förderung: MWKLaufzeit: 06/15 - 12/2021
![]()
![]()