SFB489 „Aufmaßorientierte Feinpositionierung“ und „Hartfeinbearbeitung präzisionsgeschmiedeter Bauteile“
| E-Mail: | fischer@ifw.uni-hannover.de |
| Jahr: | 2011 |
| Förderung: | DFG-Förderung |
| Ist abgeschlossen: | ja |
Innerhalb des SFB489 wurden Prozess-Vorsteuerungs und Regelungsstrategien erforscht, die eine Kompensation von Bauteildeformationen während der Schleifbearbeitung erlauben.
Des Weiteren wurden mechatronische Maschinenkomponenten zur Unterstützung spanender Prozes-se in einer verkürzten Prozesskette zur Herstellung präzisionsgeschmiedeter Bauteile realisiert. Ne-ben einem 2-Freiheitsgrad- und einem 4-Freiheitsgrad-Spannfutter für die Drehbearbeitung wurde ein aktiver Reitstock für die Schleifbearbeitung aufgebaut.

Teilprojekt B4: Hartfeinbearbeitung
Ziel dieses Projektes war es, spanende Fertigungsverfahren zu entwickeln, die eine prozesssichere und wirtschaftliche Hartfeinbearbeitung präzisionsgeschmiedeter Hochleistungsbauteile – wie Zahnrä-der und Kurbelwellen - ermöglichen.
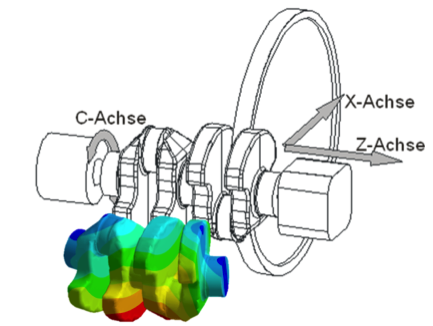
Forschungsschwerpunkt lag hier neben dem Wälzschleifen von Verzahnungen auf dem bahngesteuerten Schleifprozess von Kurbelwellen. Die Arbeiten beschäftigen sich mit der Bauteildurchbiegung in Folge der auftretenden Prozesskräfte, die sich negativ auf das Bearbeitungsergebnis auswirkt. Hier wurde eine modellbasierte Vorsteuerung entwickelt, die die Entstehung von Rundheitsfehlern vermeidet. Zusätzlich wird der Schleifprozess optimiert, indem das Aufmaß vor der Bearbeitung, innerhalb der Bearbeitungsmaschine erfasst wird. Durch eine dadurch angepasste Prozessführung können die engen geometrischen Toleranzen der hydrodynamischen Lagersitze schnell und sicher erreicht werden.

Teilprojekt A5: Aufmaßorientierte Feinpositionierung
Ziel dieses Teilprojekts war es, präzisionsgeschmiedete Bauteile (Zahnräder, Ritzelwellen, Kurbelwel-len) während des jeweiligen Endbearbeitungsprozesses aufmaßorientiert auszurichten. Dies ist erfor-derlich, da präzisionsgeschmiedete Bauteile innerhalb der verkürzten Prozesskette nicht spanend vorbearbeitet werden. Zur Erfüllung der Zielsetzung wurden seitens des IMR Messsysteme entwickelt, die eine Erfassung der Bauteillage innerhalb der Werkzeugmaschine ermöglichen und einen Korrek-turvektor zur optimalen Ausrichtung des Bauteils berechnen.
Seitens des IFW wurden mechatronische Feinpositioniersysteme zur Ausrichtung der jeweiligen Demonstratorbauteile entwickelt. Zur Korrektur der Aufspannlage von präzisionsgeschmiedeten Kurbelwellen wurde ein aktiver Reitstock entwickelt. Mit Hilfe dieser mechatronischen Feinpositioniersysteme kann eine Endbearbeitbarkeit der präzisionsgeschmiedeten Bauteile durch eine aufmaßorientierte Ausrichtung sichergestellt werden.



















