Abdrängungskompensation auf der Basis von Antriebsströmen
 © IFW
© IFW
| Led by: | Prof. Dr.-Ing. Berend Denkena |
| E-Mail: | stoppel@ifw.uni-hannover.de |
| Team: | Dennis Stoppel |
| Year: | 2019 |
| Date: | 11-12-20 |
| Funding: | DFG |
| Duration: | 01/2019-03/2021 |
Aufgrund zunehmender Produkt- und Variantenvielfalt steigt in der spanenden Bearbeitung die Bedeutung der Kleinserien- und Einzelteilfertigung. Daher ist es wichtig, Einrichtzeiten zu reduzieren und gleichzeitig Prozessfehler sowie Ausschussteile zu vermeiden. Der statischen Werkzeugabdrängung kommt dabei eine hohe Bedeutung zu, da sie für die Maß- und Formhaltigkeit der Werkstücke mitausschlaggebend ist. Eine Möglichkeit, die Abdrängung zu verringern, besteht in einer vorgelagerten Kompensation, die bereits während der Prozessplanung eine Bahnanpassung vornimmt. Der Nachteil dieser Methode ist jedoch, dass zeitvariante Faktoren wie Werkzeugverschleiß nicht berücksichtigt werden können. Eine alternative Lösung ist die prozessparallele Kompensation der Abdrängung. Die meisten bestehenden Ansätze setzen jedoch zusätzliche Sensorik voraus oder führen zu längeren Prozesszeiten. Ziel dieses Projekts ist es daher, eine antriebssignalbasierte Kompensation der Werkzeugabdrängung zu entwickeln.
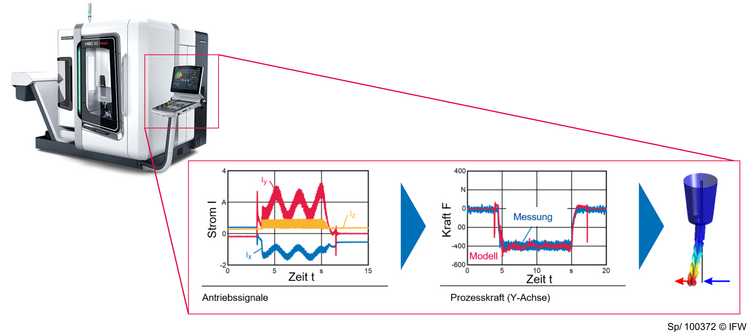
Dazu wird zunächst ein Prozesskraftmodell der Haupt- und Nebenantriebe eines HSC30 linear 5-Achs Fräszentrums der Firma DMG MORI entwickelt. Das Modell ist in der Lage, die Kräfte prozessparallel aus den Antriebsströmen zu rekonstruieren. Dabei werden Motorwelligkeit, Rückstellkräfte, Reibung und Trägheit der Antriebseinheiten berücksichtigt. Die Modellparametrierung erfolgt autonom. Zusätzlich wird fortlaufend überwacht, ob die Modellparameter angepasst werden müssen, um unter anderem den zunehmenden Verschleiß der Führungen zu berücksichtigen.
Des Weiteren wird die Werkzeugsteifigkeit bestimmt. Dazu wird die Methode der sanften Kollision eingesetzt. Hier verfahren die Maschinenachsen so, dass das Werkzeug mit der Maschinenstruktur bzw. dem Werkstück kollidiert. Geschwindigkeit und Kollisionsweg werden dabei so gewählt, dass die Maschinenkomponenten nur geringfügig beansprucht werden. Mithilfe des Kraftmodells lässt sich im Anschluss die Werkzeugsteifigkeit über den Kollisionsweg berechnen.
Abschließend wird eine Prozessregelung implementiert, die während der spanenden Bearbeitung eine Positionskorrektur vornimmt, um somit die Abdrängung zu kompensieren. Das Projekt wird in Zusammenarbeit mit der Firma DECKEL MAHO Seebach GmbH durchgeführt.



















