Grinding strategies for local, load-oriented edge zone modification of tools for sheet-bulk metal forming
| E-Mail: | lucas_H@ifw.uni-hannover.de |
| Year: | 2018 |
| Date: | 15-03-18 |
| Funding: | DFG |
| Duration: | 01/17 - 12/20 |
| Further information | https://www.tr-73.de/index.php/de/projekte?option=com_lftpages&view=projekt&id=64 |
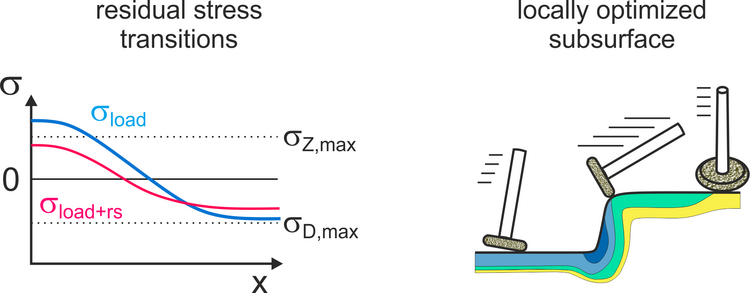
During the sheet-bulk metal forming (SBMF) process, the forming tool is under locally varying tensile and compressive loads. In superposition with these load stresses, the residual stresses in the subsurface of the tool caused by manufacturing can promote or delay fatigue of functionalized parts of the tool. Especially for the SBMF a local optimization of the residual stresses in the subsurface is essential to endure the high loads and therefore the design of a reliable SBMF-process. The grinding process is one of the last and quality determining manufacturing steps and can be used to achieve a specific residual stresses state tailored to endure the stress conditions in the metal forming process. The target of this subproject is a significant increase of durability of the sheet-bulk metal forming tool through locally optimized residual stresses and thus guarantee the reliability of the sheet-bulk metal forming process.
The basic correlations between the grinding process and the residual stresses in the subsurface were the focus of the research at the first phase of the project (second application phase of the TCRC). The three main parameters influencing the residual stresses were found and an empirical model was derived. This can be used to induce a desired residual stress profile through the grinding process. The main target of the third funding period is to develop all necessary scientific data to ensure process reliability of the manufacturing and regeneration of the sheet-bulk metal forming tool with optimized subsurface properties.



















