Korrelation der Prozesssignale beim Schleifen mit den resultierenden Größen am Bauteil
| Led by: | Prof. Dr.-Ing. Denkena |
| E-Mail: | boskovic@ifw.uni-hannover.de |
| Team: | Anna-Lena Boskovic |
| Year: | 2020 |
| Date: | 11-09-20 |
| Funding: | DFG |
| Duration: | 07/2020 – 06/2022 |
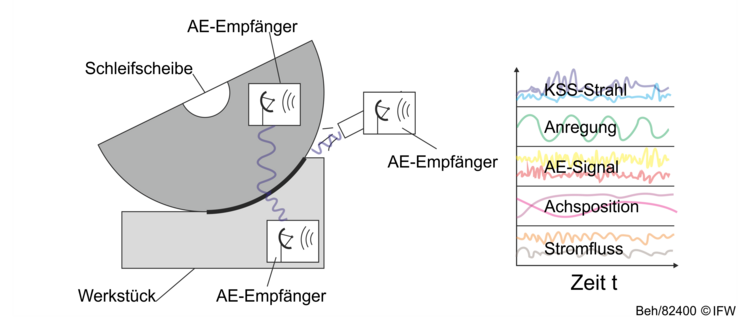
Das Schleifen von hochharten und hochtemperaturfesten Werkstoffen ist als letzter Prozessschritt in der Fertigungskette vieler Produkte unersetzbar. Dabei werden hohe Anforderungen an die erreichbare Genauigkeit und Bauteilqualität gestellt, sodass eine gezielte Prozesskenntnis zur Prozessauslegung nötig ist. Moderne Werkzeugmaschinen bieten dabei die Möglichkeit Prozesssignale der Maschinen aufzunehmen und diese zu überwachen. Das Nutzungspotential der Steuerungssignale ist bislang nicht vollständig ausgeschöpft, da bislang keine Korrelation zwischen den meisten Signalen und den erzeugten Eigenschaften im Bauteil bekannt ist. Erste Voruntersuchungen zeigen, dass mit Hilfe der Aufnahme des Stördrehmoments die Erkennung einer ungünstig eingestellten Kühlschmierstoffzufuhr möglich ist. Zusätzlich zu dem Stördrehmoment bieten die Steuerungen moderner Werkzeugmaschinen die Möglichkeit weitere Prozesssignale aufzunehmen. Zu diesen zählen unter anderem die Positions-, Geschwindigkeits- und Beschleunigungssignale oder auch die Achs – oder Spindelströme. Diese Signale bieten ein großes Potential zur Überwachung von Schleifprozessen und können zugleich zur Prozessoptimierung genutzt werden. Neben der Aufnahme der maschineninternen Prozesssignale werden die Prozesssignale durch zusätzliche externe Messsysteme ergänzt. Als externe Messsysteme werden parallel Kraftmessungen sowie AE-Messungen in den Schleifprozess eingebracht. So ist eine Korrelation der externen Messtechnik mit den maschineninternen Steuerungssignalen realisierbar. Um eine prozessgerechte Auswertung der Prozesssignale zu gewährleisten, müssen zunächst die relevanten Frequenzbereiche der Prozesssignale ermittelt werden. Dies ermöglicht eine effiziente Prozessoptimierung, da störgrößenunabhängige Frequenzbereiche vernachlässigt werden können. Das Ziel dieses Projektes ist es, die maschineninternen Prozesssignale in einem Modell mit der erzeugten Bauteilqualität in Form von ausgewählten Bauteileigenschaften zu korrelieren.



















