Structured grinding wheel 2
| E-Mail: | gartzke@ifw.uni-hannover.de |
| Year: | 2018 |
| Date: | 15-03-18 |
| Funding: | AiF |
| Duration: | 05/17 - 04/19 |
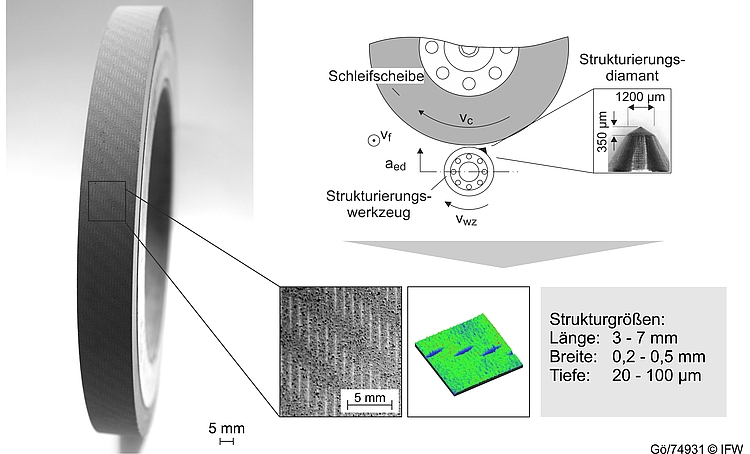
In industrial applications, the grinding of complex profiles is a major challenge, not just from an economic perspective but also in regards to the manufacturing process. The components to be manufactured, such as turbine blades or crankshafts, require specific surface properties to withstand mechanical stresses. In profile grinding, the varying profile over the width of cut results in high contact length in some areas of the grinding wheel. Large contact lengths, however, can lead to a high thermal load on the surface and thus in a thermal induced damage. The modification of grinding wheels by means of microstructures offers the potential to improve chip removal and coolant flow through the contact zone. In fundamental investigations it was possible to show that grinding forces can be reduced by up to 35% and the coolant flow through the contact zone can be increased by up to 30% in case of longitudinal peripheral surface grinding. This project, funded by the AiF, investigates in which way the results from the previous investigations can be transferred to the application of profile creep feed grinding. In addition, the ability to pattern profile grinding wheels is investigated by material removal simulations. In experimental investigations, the application behaviour of various CVD diamonds in the patterning process is also analysed.



















