Die Funktionalisierung der Bauteilrandzone stellt eine grundsätzliche Möglichkeit zur Steigerung der Lebensdauer hoch beanspruchter Bauteile dar. Die Wirkmechanismen zur Randzonenbeeinflussung bei der thermomechanischen Bearbeitung – also einer spanenden und mechanischen Bearbeitung – und deren Einfluss auf das Ermüdungsverhalten sind noch nicht ganzheitlich verstanden. Es fehlen grundlegende Kenntnisse über den Einfluss der Temperatur auf den Randzonenzustand und die Bauteillebensdauer. Im Projekt „Funktionalisierte Randzone“ wurde untersucht, wie der Wärmeeintrag beim Drehwalzen die Bauteileigenschaften beeinflusst. Dies wurde durch eine gezielte Erwärmung mittels Induktion beim Festwalzprozess umgesetzt, um den thermischen Einfluss unabhängig vom Zerspanprozess untersuchen zu können.
Ziel des Vorhabens ist die Überführung der Erkenntnisse zur gezielten Randzonenmodifikation beim Schleifen in die industrielle Anwendung auf eine mobile Werkzeugmaschine des Kooperationspartners Picum MT GmbH, um eine Bearbeitung von komplexen und kostenintensiven Investitionsgütern Vor-Ort zu realisieren. Hierdurch wird die Wirtschaftlichkeit bei der Instandhaltung komplexer Investitionsgüter wesentlich gesteigert. Es erfolgt eine Anpassung der Prozessauslegung hinsichtlich der veränderten Kühl- und Schmiersituation außerhalb einer geschlossenen Werkzeugmaschine. Hierfür werden mit dem Kooperationspartner BDW-BINKA Diamantwerkzeug GmbH neue Werkzeugkonzepte entwickelt, die eine Bearbeitung ohne Kühlschmierstoff erlauben und gleichzeitig den Anforderungen an die Oberflächen- und Randzoneneigenschaften, bei ausreichender Werkzeugstandzeit, gerecht werden.
Drehprozesse werden zumeist als stationäre Prozesse betrachtet, bei denen die Prozessstellgrößen für eine spezifische Kombination aus Werkzeug, Werkstück und Bearbeitungsaufgabe unverändert bleiben. Eine Modulation, das heißt eine kontinuierliche Veränderung der Prozessstellgrößen über die Lebensdauer eines Werkzeugs, kann jedoch Vorteile hinsichtlich des Werkzeugverschleißverhaltens bieten.
Das IFW erhält mehr als 1,7 Mio. Euro Investitionsförderung über den „Europäischen Fonds für regionale Entwicklung (EFRE)“ als Teil der Reaktion der Union auf die COVID-19-Pandemie, mit deren Hilfe das Projekt „Forschungsinfrastruktur für die innovative Herstellung von Faserkunststoffverbundstrukturen
und Ultrapräzisionswerkzeugen für polymeroptische Komponenten auf Basis neuartiger Maschinentechnologien – PräziLight“ finanziert wird. Ein Teil der Finanzierung erfolgt über einen Eigenanteil des Instituts.
Reduzierung des Mittenverlaufs um 40 %, eine signifikante Schwingungsdämpfung und damit eine Erweiterung der Prozessgrenzen sowie eine Steigerung der Produktivität um 20 %. Das sind die Ziele, die mit dem ZIM-geförderten Kooperationsprojekt „Entwicklung eines Dämpfer-Abstützt-Moduls zur Erhöhung der Produktivität und Prozesssicherheit für das BTA-Tiefbohren“, kurz „DAMPP“, angestrebt werden. Gemeinsam mit dem Projektpartner BTA-Tiefbohrsysteme aus Achim wird am IFW an einem neuartigen Werkzeugkonzept für das BTA-Tiefbohren geforscht.
Die Fertigungsplanung steht vor der Herausforderung, Produktionssysteme trotz hoher Volatilität der Nachfrage und knappen Personalressourcen effizient zu steuern. Klassische Planungsmethoden fokussieren sich primär auf die kurzfristige Maximierung der Produktivität und vernachlässigen dabei oft die Systemstabilität. Schwankende Maschinenverfügbarkeiten, variierende Prozesszeiten und komplexe Fertigungsprozesse erschweren eine robuste Planung. MultiPEP adressiert diese Herausforderungen, indem es Robustheitsanalysen in die Fertigungsplanung integriert.
Die Schneidkantenmikropräparation bietet auch für die Hartbearbeitung mit pCBN-Werkzeugen das Potenzial zur Steigerung der Werkzeugstandzeit. Konventionellen Präparationsverfahren sind jedoch aufgrund des erheblichen Werkzeugverschleißes, der hieraus resultierenden geringen Prozesssicherheit sowie der mangelnden geometrischen Flexibilität enge Prozessgrenzen gesetzt. Die Lasermaterialbearbeitung besitzt daher – insbesondere bei der Präparation von Werkzeugen aus hochharten Schneidstoffen – großes Potential.
Zur Erhöhung der Bauteillebensdauer werden Bauteile häufig mit einem Festwalzprozess nachbearbeitet. Mechanische Festwalzprozesse sind dabei aktuell noch nicht überwachbar und können daher nicht automatisiert werden. Eine nachträgliche Überprüfung der Bauteileigenschaften ist ohne zerstörende Werkstoffprüfung nicht möglich. Daher wird in dem Projekt ProMeFe ein mechanisches Festwalzwerkzeug mit Sensorik zur Walzkraftüberwachung und -regelung entwickelt. Ziel ist die Steigerung der Produktivität, der Prozesssicherheit durch eine Prozessautomatisierung (mannloser Betrieb) und die Realisierung einer Qualitätssicherung.
Beim BTA-Tiefbohren können Bohrungen mit einem Länge-zu-Durchmesser-Verhältnis von mehr als 200 produktiv erzeugt werden. Zur Sicherstellung der Funktionsfähigkeit von Tiefbohrungen müssen diese zusätzlich zu typischen Qualitätsanforderungen (z.B. Durchmessergenauigkeit) einen möglichst geringen Mittenverlauf aufweisen. Der Mittenverlauf ist der Versatz der realen Bohrungsachse von der idealen Bohrungsachse. Das Ziel des Projektes ist es eine Kompensationseinheit zu entwickeln, welche den Mittenverlauf im Prozess erfasst und simultan durch ein aktives Werkzeugsystem korrigiert. Hierzu wird unteranderem ein Messsystem entwickelt.
Additive Fertigungsverfahren (AF) haben in den vergangenen Jahren stark an
Bedeutung gewonnen. Der Einsatz von AF bietet die Möglichkeit, individuelle,
funktionsgerechtere Bauteile mit minimalem Materialeinsatz zu fertigen, die mithilfe
herkömmlicher Fertigungsverfahren nicht oder nur mit großem Aufwand zu fertigen
sind.
Eigenspannungen in Hartstoffschichten haben einen großen Einfluss auf die Werkzeugstandzeit. Die Messung an der Schneidkante ist mit den etablierten Verfahren nicht möglich. Die Raman-Spektroskopie zeigt hohes Potential für diese Messaufgabe. Die Kalibrierung der Messmethode erfolgt mit Hilfe der röntgenografischen Streuvektormethode.
In der modernen Fertigungstechnik gewinnen Mehrkoordinatenantriebe zunehmend an Bedeutung. Durch ihren Einsatz kann die zu bewegende Masse reduziert- und somit die Dynamik erhöht werden. Im Projekt Hydrostatisch gelagerter Pinolendirektantrieb für Drehmaschinen am Institut für Fertigungstechnik und Werkzeugmaschinen (IFW) wird ein direktangetriebener Mehrkoordinatenantrieb entwickelt, der eine rotatorische und translatorische Bewegung ausführen kann. In Kooperation mit der GILDEMEISTER Drehmaschinen GmbH und Franz Kessler GmbH soll so eine neuartige Antriebseinheit mit zwei Freiheitsgraden entstehen.
Das mobile Seilschleifen ist ein weit verbreitetes Verfahren zum Trennen großvolumiger Bauteil. Anwendung findet das Verfahren im Bereich der Bauindustrie, dem Rückbau und in der Natursteingewinnung. Die Produktivität und die Prozesssicherheit werden heutzutage ausschließlich durch das Erfahrungswissen des Maschinenbedieners bestimmt. So können bspw. Prozessfehler, wie das Aufschieben von Schneidperlen oder exzentrisch verschlissene Schneidperlen, nur manuell während Prozessunterbrechungen durch den Maschinenbediener identifiziert werden. Entsprechend ist das Ziel des Forschungsprojektes die Entwicklung einer Prozessüberwachung für das mobile Seilschleifen. Hierzu werden unteranderem für das Seilschleifen neuartige Messsysteme entwickelt.
Ziel des Projekts CyberChuck ist die erstmalige Entwicklung, Erforschung und Demonstration eines zentrisch ausgleichenden 4-Backen-Kraftspannfutters mit integrierter elektrischer Kraftbetätigung zur prozessparallelen Bestimmung und Regelung der Spannkraft. Das Kraftspannfutter wird dadurch zu einer Informationsquelle innerhalb vernetzter Produktionssysteme
Leitung:
Prof. Dr.-Ing. Berend Denkena
Team:
Eike Wnendt
Jahr:
2019
Förderung:
Dieses Forschungsprojekt wird mit Mitteln des Bundesministeriums für Bildung und Forschung (BMBF) im Programm „KMU-innovativ: Produktionsforschung“ gefördert und vom Projektträger Karlsruhe (PTKA) betreut.
Der Systemdemonstrator fasst die erforschten Technologien in einer real aufgebauten Prozesskette zusammen. Hierbei wird die Umsetzbarkeit einer zustandsbasierten Regeneration von komplexen Investitionsgütern demonstriert. Das aufgebaute System dient des Weiteren als Plattform zum anwendungsnahen Transfer der Technologien in die Wirtschaft.
Leitung:
Prof. Dr.-Ing. Berend Denkena ,Prof. Dr.-Ing. Jörg Seume
Im Projekt TempoPlant wird eine teilautonome Fertigungszelle zur wirtschaftlichen Herstellung von individualisierten Produkten am Beispiel von Dentalbrücken und orthopädischen Implantaten erforscht. Dadurch soll eine drastische Reduzierung der manuellen Arbeits- und Dokumentationsschritte erreicht werden.
Die Ermüdungsfestigkeit von Stumpfnahtverbindungen ist signifikant von deren Eigenspannungszustand abhängig. Ein Fertigungsverfahren zum Einbringen von für die Ermüdungsfestigkeit positiv wirkenden Druckeigenspannungen ist das Festwalzen. In diesem Projekt wird der Festwalzprozess für Stumpfnahtverbindungen dicker Bleche qualifiziert und der Einfluss des Verfahrens auf das Ermüdungsrisswachstum quantifiziert.
Ziel dieses Forschungsvorhabens ist das Verständnis der Oberflächenausprägung am Beispiel des Flankenfräsens unter besonderer Berücksichtigung der Werkzeugmikrogeometrie und der Prozessstellgrößen. Ein wesentlicher Aspekt des Projekts besteht in der Methodenentwicklung für die Erweiterung von Zerspansimulationen um die geometrischen Merkmale höherer Ordnung. Hierfür wird erstmalig der Ansatz der kontinuierlichen Wavelettransformation herangezogen und entsprechend weiterentwickelt.
Bei spanenden Prozessen kann die Spanform die Prozesssicherheit negativ beeinflussen. Zur Vermeidung ungünstiger Spanformen können Spanleitstufen eingesetzt werden, die bei Sonderwerkzeugen jedoch nicht während des Pressens eingebracht werden können. Daher stellt in diesen Fällen die Laserbearbeitung eine Alternative dar. In diesem Vorhaben wird eine optimierte Spanleitstufe für Formdreh- und Aufbohrwerkzeuge ausgelegt, welche mittels Laserablation hergestellt wird.
Titan- und Nickelbasiswerkstoffe bewirken in der mechanischen Bearbeitung im Vergleich zur Bearbeitung von Eisenbasiswerkstoffen eine erhöhte Werkzeugbelastung. Ziel ist es, durch den Einsatz von Schaftfräsern mit Freiflächenmodifikation den Freiflächenverschleiß zu begrenzen und die Standzeit und die Produktivität der Werkzeuge zu steigern.
Anwendung der aus anderen Schleifverfahren etablierten Technologie des Abrichtens auf Trennschleifprozesse in der Bauindustrie. Das gezielte Zurücksetzen der Bindung erlaubt eine Reduktion der Bearbeitungskräfte, die Minimierung von Nebenzeiten und die Erhöhung der Werkzeugstandzeiten. So kann eine Erhöhung der Produktivität und der Wirtschaftlichkeit erreicht werden.
Leitung:
Dr. Christian Pelshenke (FGW), Dr. Alexander Krödel
Das Ziel dieses Vorhabens ist die Verfügbarkeit eines angepassten Umfangsschleifprozesses zur Bearbeitung von PcBN-Schaftwerkzeugen. Das Verschleißverhalten der zur Bearbeitung des hochharten Werkstoffs eingesetzten Diamantschleifwerkzeuge ist im Vergleich zur Bearbeitung anderer Schneidstoffe hoch und beim Nutentiefschleifen an Schaftwerkzeugen lokal unterschiedlich. In diesem Forschungsvorhaben werden Erkenntnisse über die Schleifprozessauslegung, den Abrichtprozess und die Schleifwerkzeugauslegung generiert, sodass das Schleifen von PcBN produktivitäts- und qualitätsangepasst durchgeführt werden kann.
Aktuell am Markt angebotenen Universalspindeln sind aufgrund ihres limitierten Arbeitsbereiches häufig nur für ein der beiden sehr produktiven Verfahren der Hochgeschwindigkeits- oder Hochleistungszerspanung geeignet. Ziel des Projektes ist es, eine „hybride“ Spindel zu entwickeln, die prozessabhängig zwischen diesen beiden Betriebsbereichen umschalten kann, da in diesem Fall ein breites Materialspektrum an derselben Maschine kostengünstig und effizient bearbeitet werden kann.
Mikro-Dehnungsmessstreifen in Kerben ermöglichen eine hochempfindliche Kraftmessung. In Kombination mit intelligenter Sensorplatzierung und Signalverarbeitung lassen sich die sensorischen Eigenschaften von Werkzeugmaschinenbauteilen ohne Steifigkeitsverlust realisieren. Um den Entwicklungsaufwand zu reduzieren, ist die Entwicklung von sensorischen Führungswagen als Standardkomponenten für Werkzeugmaschinen Gegenstand dieses Projekts.
Die dynamische Nachgiebigkeit der Maschinenstruktur stellt bei der Entwicklung von hochdynamischen Werkzeugmaschinen eine große Herausforderung dar. Durch hohe Ruckwerte (Zeitliche Ableitung der Beschleunigung) des Antriebs wird die Maschinenstruktur breitbandig zu Schwingungen angeregt. Ziel dieses Forschungsvorhabens ist die Erforschung von aktiven Zusatzkomponenten, die in den Kraftfluss von Antrieb und Maschinenstruktur integriert werden und so der Strukturanregung entgegenwirken.
Ziel dieses Forschungsvorhabens ist es, ein anwenderfreundliches und zuverlässiges Zustandsüberwachungssystem für Kugelgewindetriebe in Werkzeugmaschinen zu entwickeln, das sich möglichst autonom parametriert und sich selbstständig an die Nutzungsbedingungen der Maschine anpasst.
Während des Betriebes von Motorspindeln, kommt es zu Wärmeverlusten in Motor und Lagern. Diese Wärme führt zu einer Reihe an ungewünschten Effekte innerhalb des Spindel-Lager-Systems. Ziel des Projektes ist die Entwicklung einer Wellenkühlung auf Basis von lamellenförmigen Wärmetauschern.
Das BTA-Tiefbohren ist durch eine äußere Bohrölzufuhr zwischen der Bohrungswand und dem Bohrkopf gekennzeichnet. Das Bohröl transportiert die am Bohrkopf erzeugten Späne durch den Bohrkopf und das Bohrrohr nach außen. Zur Erhöhung der Prozesssicherheit entwickelt das Institut für Fertigungstechnik und Werkzeugmaschinen (IFW) Hannover zusammen mit der BTA-Tiefbohrsysteme GmbH ein sensorisches Bohrrohr. Ziel ist es, den Mittenverlauf hauptzeitparallel bestimmen und überwachen zu können.
Qualifizierung der ESPI-Bohrlochmethode für die Messung von Eigenspannungen an Stahl, Aluminium und Titan. Ermittlung optimaler Bohr- und Messparameter für eine verlässliche und reproduzierbare Eigenspannungsmessung.
Jahr:
2018
Förderung:
Wege in die Forschung / Leibniz Universität Hannover
Die thermische Bauteilbelastung von Profilschleifprozessen, infolge unzureichender Kühlmittelversorgung, stellt eine Herausforderung dar. Dieser Herausforderung begegnet der Lösungsansatz die Schleifscheiben mittels Mikrostrukturen zu modifizieren, um die Kühlschmiermittelversorgung zu steigern und Prozesskräfte zu reduzieren. In diesem Projekt wird die Strukturierbarkeit wie der Einfluss der Strukturen auf die Bauteileigenschaften untersucht.
In diesem Projekt werden Mikroschmiertaschen spanend in die Lauffläche von Zylinderlaufbuchsen eingebracht. Diese Schmiertaschen dienen als Ölreservoire und reduzieren die Reibung zwischen Kolben und Buchse durch Verbesserung der tribologischen Bedingungen.
Wendeschneidplatten aus Polykristallinem Bornitrid (PCBN) zeichnen sich durch hohe Härte und Warmfestigkeit aus. Effiziente und qualitätsoptimierte Strategien zur Schleifbearbeitung dieser Zerspanungswerkzeuge ermöglichen eine wesentliche Minderung der Fertigungskosten und Steigerung der Oberflächenqualität der zu fertigenden Bauteile. Durch die systematische Untersuchung des Schleif- und Abrichtprozesses der PCBN-Wendeschneidplatten, sollen im Rahmen dieses Forschungsprojektes geeignete Strategien bereitgestellt werden.
Dieses Projekt ist ein von der DFG und CAPES gefördertes Verbundprojekt zwischen deutschen und brasilianischen Hochschulen. Das Ziel dieses Projekts besteht in der Untersuchung der der Relaxation von Eigenspannungen zugrunde liegenden Mechanismen. Aus dem Verständnis über die Mechanismen der Relaxation werden die Endbearbeitungsschritte der spanenden Fertigung angepasst.
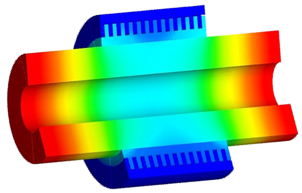
Drehwalzen stellt eine effiziente Möglichkeit für die Bearbeitung von Hochleistungsbauteilen dar. Durch das gleichzeitige Drehen und Festwalzen können nicht nur Prozesszeiten gekürzt werden - auch kann die nachteilige Beeinflussung der Bauteilrandzone durch die Werkstückbelastungen beim Drehen ausgeglichen werden.
Beim Spannen von Werkstücken und Werkstückpaletten in Werkzeugmaschinen werden Spannköpfe eingesetzt. Diese ermöglichen das Spannen von Werkstücken mit einer hohen geometrischen Wiederholgenauigkeit. Ziel dieses Projektes ist die Entwicklung eines neuen mechatronischen Spannkopfes zur kraftbasierten, kontinuierlichen Zustandsüberwachung.
Aufgabe des Forschungsvorhabens ist daher die Entwicklung und Erforschung einer neuartigen Werkzeugaufnahme auf Basis von Reibleistendämpfern.
Ziel ist es, die Dämpfungswirkung und Steifigkeit sowie die daraus resultierende Produktivität gegenüber bekannten Werkzeugaufnahmen für einen breiten Frequenzbereich zu steigern.
Spannelemente stellen bei der spanenden Bearbeitung mit Werkzeugmaschinen den Kraftschluss zwischen Werkstück und Maschine her. Für einen sicheren Bearbeitungsprozess muss die Spannkraft die Bearbeitungskraft um ein Vielfaches übersteigen. Mittels einer geeigneten Wahl der Auflage- und Spannstellen muss verhindert werden, dass statischen und dynamische Verformungen des Werkstückes und der Spannvorrichtung während der Bearbeitung auftreten. Die Auswahl geeigneter Spannmittel stellt für produzierende Unternehmen aufgrund dieser Problemstellung eine große Herausforderung dar. Daher wird in diesem Projekt eine Software entwickelt, die KMU unterstützen soll, die für ihre Anwendung passenden Spannmittel auszuwählen und eine Spannvorrichtung bereits vor ihrem Einsatz virtuell auf ihre Eignung zu beurteilen. Somit werden Ressourcen, Zeit und Kosten eingespart.
Im Verbundprojekt FINISH wird die exakte und schnelle Geometrieerfassung sowie Datenauswertung zur Effizienzsteigerung beim Beschichtungsprozess von Luxusyachten erforscht. Am IFW wird dabei eine Methodik entwickelt, um aus einer Punktwolke des Rohzustandes ein ästhetisch und technologisch optimiertes CAD-Sollmodell zu erzeugen.
In dem Forschungsprojekt „CAxPoli - Technologische CAD/CAM-Kette zur automatisierten Politur geometrisch komplexer Werkstücke“ wird am Beispiel der Zahnpolitur die automatisierte Bearbeitung durch Rückführung der tatsächlichern Bearbeitungsergebnisse auf die Prozessplanung untersucht. Ziel ist es, je nach Bearbeitungszustand die passenden Prozessstellgrößen automatisch auszuwählen und anzupassen. Durch die Rückkopplung des Bearbeitungsergebnisses sowie durch den stetigen Aufbau von Wissen aus vorherigen Bearbeitungsprozessen soll die automatische Bearbeitung komplexer Werkstücke erreicht werden.
Ziel des Projekts Effective ist die erstmalige Entwicklung, Erforschung und Demonstration einer effizienten, intelligenten und kostengünstigen Produktionsanlage zur Bearbeitung von Faserverstärkten Kunststoffen mittels einer Kombination von Werkzeugmaschinen- und Robotertechnologien integriert in eine Gesamtanlage. Durch die Optimierung der Konstruktion werden die Maschinenkosten um über 25 % reduziert. Außerdem sorgen eine intelligente Regelung für die Absaugung und der Einsatz von Leichtbaumaterialien in der Maschinenstruktur für eine Reduktion der Energiekosten um 25 % gegenüber heutigen Werkzeugmaschinen.
Jahr:
2018
Förderung:
Dieses Forschungsprojekt wird mit Mitteln des Bundesministeriums für Bildung und Forschung (BMBF) im Programm „Innovationen für die Produktion, Dienstleistung und Arbeit von morgen“ gefördert und vom Projektträger Karlsruhe (PTKA) betreut.
Das Ziel des Transferprojekts T09 ist die Überführung des erarbeiteten Grundlagenwissens im SFB 653 in die Anwendung. Hierzu wird die Methode zur adaptiven Arbeitsplanung und Fertigungssteuerung anwendungsorientiert weiterentwickelt und in das Fauser MES der Fauser AG transferiert und mit der Fauser BDE verknüpft. Beim Projektpartner Bornemann Gewindetechnik GmbH & Co. KG kommt die Methode in der Praxis zum Einsatz und wird auf diese Weise erprobt und validiert.
Trotz großer Weiterentwicklungen im Bereich der Datenaufnahme und -analyse wird insbesondere bei Drehprozessen die Prozessfeinplanung oft manuell auf Grundlage der Erfahrung des jeweiligen Maschinenbedieners durchgeführt. Hierdurch wird die Flexibilität der Fertigung aufgrund der Abhängigkeit von erfahrenem Personal reduziert. Hinzu kommt eine eingeschränkte Nutzung des insgesamt verfügbaren Erfahrungswissens aufgrund verschiedener Maschinenbediener sowie einer eingeschränkten Dokumentation der Prozesse. Aus diesen Gründen wird im Transferprojekt T13 des Sonderforschungsbereichs 653 eine Methode für die wissensbasierte Prozessfeinplanung entwickelt und transferiert. Diese ermöglicht das automatisierte Bestimmen und Optimieren von Prozessstellgrößen basierend auf den Prozessdaten vergangener Bearbeitungsprozesse.
Ziel dieses Projekts ist der Aufbau des Industrieforums „Kompetenzen in der Fertigungstechnik“. Die Förderung des Projekts erfolgt durch die Region Hannover. Das Industrieforum stellt einen Zusammenschluss aus vornehmlich kleinen und mittleren Unternehmen des produzierenden Gewerbes und dem IFW dar. Innerhalb des Forums werden Methoden im Bereich des Kompetenz- und Wissensmanagement entwickelt und in den beteiligten Unternehmen umgesetzt. Durch das Industrieforum wird es den Mitgliedsunternehmen ermöglicht, ihre Mitarbeiter im Kontext der zunehmenden Digitalisierung der Fertigung gezielt zu fördern und zu unterstützen. Zentrale Themen sind hierbei die effektive Aufnahme, Speicherung und Weitergabe von Wissen innerhalb des Unternehmens, Personalplanung, E-Learning sowie Methoden der Weiterbildungsbewertung.
Ein wichtiges Qualitätskriterium bei der Prozessauslegung ist die Vermeidung von geometrischen Gestaltabweichungen, die auf Wechselwirkungen von Prozess und Bauteil zurückzuführen sind. Die Nachgiebigkeit des Werkstücks wird primär durch die Prozesskräfte, die Materialeigenschaften und die sich im zeitlichen Verlauf verändernde Werkstückgestalt bestimmt. Aufgrund dieser Zusammenhänge ist für die Auslegung von Werkzeugschleifprozessen eine hohe Anzahl an Versuchen notwendig, bis der Prozess den Kundenwünschen entsprechend eingestellt ist. Das Ziel des Projektes ist die Entwicklung und Erforschung einer Methode zur modellbasierten Auslegung individueller Werkzeugschleifprozesse im industriellen Umfeld.
Kompetenzen der Mitarbeitenden rücken für Unternehmen in Zeiten der Digitalisierung und des Fachkräftemangels deutlich stärker in den Fokus. Personal, das für aktuelle und zukünftige Unternehmensherausforderungen passend qualifiziert ist, trägt wesentlich zum Unternehmenserfolg bei. Wenn benötigtes Know How jedoch nicht über Neueinstellungen ins Unternehmen geholt werden kann, werden Weiterbildungen genutzt, um die bestehenden Arbeitskräfte entsprechend zu qualifizieren. Eine Wirtschaftlichkeitsbetrachtung der Weiterbildungen ist für die Unternehmen allerdings nicht durchführbar, da lediglich die Kosten, nicht aber der Nutzen der Weiterbildungen bekannt sind. Für eine Gegenüberstellung in einer Kosten-Nutzen-Analyse muss der Effekt der Weiterbildung monetär messbar gemacht werden. Im Forschungsprojekt SAPA wird eine simulationsbasierte Kosten-Nutzen-Betrachtung von Weiterbildungsmaßnahmen angestrebt, die zu einer optimalen Weiterbildungsstrategie für Unternehmen führen soll. Das Forschungsvorhaben wird gemeinsam mit dem Institut für Berufspädagogik und Erwachsenenbildung (ifBE) durchgeführt.