Der Nutentiefschliff von Vollhartmetall-Schaftwerkzeugen, mit einem Schleifwerkzeugeingriff von bis zu 4 mm, ist ein entscheidender Schritt in der Herstellung. Dieser Prozess, der die höchsten mechanischen und thermischen Belastungen verursacht, bestimmt maßgeblich die Produktivität und Wirtschaftlichkeit. Die eingeschränkte Zugänglichkeit der Werkzeug-Werkstück-Kontaktzone für den Kühlschmierstoff (KSS) ist eine Herausforderung. Derzeit wird ein hoher KSS-Druck und -Volumenstrom eingesetzt, was jedoch mehr als 30 % des Gesamtenergieaufwands des Schleifprozesses verbraucht. Dies führt zu qualitäts- und produktivitätslimitierenden Werkstückabdrängungen. Hybridbindungen werden verwendet, um eine ausreichende Versorgung der Kontaktzone mit KSS sicherzustellen, jedoch verringert dies die Verschleißbeständigkeit. Die Möglichkeit, metallische Bindungen mit Porenstrukturen zu drucken, könnte den KSS-Bedarf reduzieren und gleichzeitig die Verschleißbeständigkeit verbessern.
Leitung:
Prof. Dr.-Ing. Berend Denkena
Team:
M. Sc. Maximilian Tontsch
Jahr:
2023
Förderung:
Die Zuwendung besteht aus Mittel des Europäischen Fonds für Regionale Entwicklung (EFRE) und des Landes Niedersachsen.
In industriellen Zerspanprozessen stellen die Prozessstellgrößen Vorschub (bzw. Spanungsdicke) sowie die Schnittgeschwindigkeit üblicherweise Konstanten dar, die während der Standzeit eines Zerspanwerkzeugs nicht variiert werden. Die prozessparallele Variation der Prozessstellgrößen, in diesem Projekt als instationäre Prozessführung bezeichnet, stellt einen innovativen Ansatz dar, das thermomechanische Belastungskollektiv und somit auch die Prozessausgangsgrößen wie den Werkzeugverschleiß positiv zu beeinflussen. Die Wirkmechanismen bei instationären Drehprozessen, d.h. die Verknüpfung von Eingangs-, Wirk- und Ausgangsgrößen, sind bisweilen allerdings noch nicht verstanden. Die Originalität des Projekts besteht somit in der Herleitung eines systematischen Verständnisses der Wirkzusammenhänge bei prozessparalleler Variation der Prozessstellgrößen
Für eine maximale Leistungsfähigkeit muss die Mikrogeometrie von Zerspanwerkzeugen an den zu bearbeitenden Werkstoff und die vorliegenden Belastungen während des Einsatzes angepasst werden. Das große Potential der Schneidkantenverrundung wurde bisher im Orthogonal- und Außenlängsdrehen nachgewiesen. Für den Anwendungspartner MAPAL Dr. Kress KG stellt insbesondere das Innendrehen ein relevantes Anwendungsfeld dar, welches durch abweichende Kontaktbedingungen (effektiver Span- und Freiwinkel) und Belastungen geprägt ist. Die Anwendung belastungsoptimaler Verrundungen für diesen Prozess bietet erhebliches Potential zur Steigerung der Werkzeugleistungsfähigkeit.
Im Verbundprojekt ARGONAUT – „AircRaft GearbOx desigN And manUfacturing of Tomorrow“ untersucht das Institut für Fertigungstechnik und Werkzeugmaschinen (IFW) der Universität Hannover in Zusammenarbeit mit dem Unternehmen Liebherr Aerospace und weiteren Forschungsstellen die Optimierung des Konstruktions- und Fertigungsprozesses von Getrieben für Luftfahrzeuge. Das IFW untersucht hierbei zum einen die ressourceneffiziente spanende Bearbeitung durch angepasste Kühlschmierstrategien und zum anderen die Auslegung innovativer Drehprozesse zur Steigerung der Produktivität und Prozesssicherheit mittels virtueller Prozessgestaltung.
Leitung:
Prof. Dr.-Ing. Berend Denkena
Team:
Marita Murrenhoff (IFW Hannover), Felix Zender (IFW Hannover), RWTH Aachen, Fraunhofer-Gesellschaft, TU München, TU Chemnitz
Kühlkanalstrukturen sollen zukünftig für effizientere Werkzeuge und für eine genauere sowie schnellere Prozessführung im Spritzgießbereich sorgen. Im Rahmen der Richtlinie „Zentrales Innovationsprogramm Mittelstand“, kurz ZIM-Richtlinie, arbeiten die Konstruktionsbüro Hein GmbH (KB Hein), das IFW – Institut für Fertigungstechnik und Werkzeugmaschinen und das IKK – Institut für Kunststoff- und Kreislauftechnik, beides Institute der Leibniz Universität, gemeinsam an dieser Entwicklung.
Metallisch gebundene Diamantschleifscheiben verwenden zum Großteil ein Bindungssystem auf der Basis von Kupfer bzw. Bronze. Eine chemische Anbindung, z. B. durch die Ausbildung einer Carbidschicht zwischen Bindung und Diamant, hat das Potenzial die Kornhaltekräfte und den Verschleißwiderstand zu erhöhen und somit das Einsatzverhalten der Schleifscheibe zu verbessern. Die Prozessstellgrößen beim Sintervorgang, sowie die verwendete Zusammensetzung des Bindungssystems spielen bei der Anbindung der Diamanten an die Bindungsmatrix eine wesentliche Rolle. Derzeit ist der Einfluss des Herstellungsprozesses auf das spätere Einsatzverhalten von Schleifscheiben – im Gegensatz zu geometrisch bestimmten Zerspanwerkzeugen – noch nicht zusammenhängend erschlossen.
Drehwalzen stellt eine Möglichkeit für die mechanische Bearbeitung von gehärteten Bauteilen dar. Durch das gleichzeitige Drehen und Festwalzen werden thermische und mechanische Einflüsse auf die Randzonen gezielt kombiniert. Auch wird die nachteilige Beeinflussung der Bauteilrandzone durch die thermischen Werkstückbelastungen beim Drehen ausgeglichen. Dies führt zur Steigerung der Lebensdauer von rotations- und wälzbelasteten Bauteilen, wie Komponenten des Fahrzeugantriebstrangs oder von Wälzlagern. Diese Zusammenhänge werden im Projekt „Funktionalisierte Randzone für belastungsorientiertes Ermüdungsverhalten gehärteter Bauteile“ in Kooperation zwischen dem Institut für Fertigungstechnik und Werkzeugmaschinen (IFW) und dem Institut für Maschinenkonstruktion und Tribologie (IMKT) untersucht.
Leitung:
apl. Prof. Dr. rer. nat. habil. Bernd Breidenstein (IFW)
Entwicklung von Seilschleifwerkzeugen mit cBN-Körnern und deterministisch besetzten Schleifsegmenten für die effiziente Zerspanung von bewehrtem Beton mit einem hohen Stahlanteil.
Um eine Hüftendoprothese an die individuelle Patientenanatomie anzupassen, ist der Einsatz von modularen Hüftendoprothesen möglich. Jedoch wird durch diese Modularität eine weitere Schnittstelle in das Implantat eingebracht. An dieser kann infolge von Mikrobewegungen Verschleiß auftreten, der im Versagen des Implantats resultiert. Daher ist es notwendig im Rahmen des Transregio-Sonderforschungsbereichs Sicherheitsintegrierte und infektionsreaktive Implantate (SIIRI) Kenntnisse über die Wechselwirkung der Versagensmechanismen der Schnittstellen mit den Oberflächentopographien zu erlangen. Das Ziel ist es durch Methoden der Fertigungstechnik gezielt die Randzonen und Oberflächeneigenschaften einzustellen und somit schädigungstolerante Implantatschnittstellen zu entwickeln.
Leitung:
Prof. Dr.-Ing. Berend Denkena, Dr.-Ing. Benjamin Bergmann
Die Schneidkantenpräparation von Werkzeugen aus den hochharten Schneidstoffen polykristallinem Diamant (PKD) und polykristallinem kubischem Bornitrid (PcBN) beeinflussen nicht nur die Geometrie und Topographie der betreffenden Zerspanwerkzeuge, sondern auch den Eigenspannungen im Schneidstoff. Der Bereich der Schneidkante kann hier als besonders kritisch angesehen werden. Etablierte Verfahren zur Eigenspannungsmessung mittels Röntgenbeugung können aufgrund der mikroskopischen Geometrie nicht verwendet werden. Daher wird die Raman-Spektroskopie für diese Anwendung eingesetzt und die Ausbildung der Eigenspannungen im Schneidkantenbereich ortsaufgelöst ermittelt. Als Präparationsprozesse werden die Laserablation, das Schleifen und Brüsten und der Erodierprozess eingesetzt.
Leitung:
apl. Prof. Dr. rer. nat. habil. Bernd Breidenstein
Titanlegierungen sind heute für viele Hochleistungsanwendungen unabdingbar. Eine aktuelle Entwicklung ist die additive Fertigung von Titanbauteilen. Aufgrund der Anforderungen an die Oberflächengüte und die Formtoleranz müssen diese Bauteile in der Regel spanend nachbearbeitet werden. Durch die Prozesscharakteristik der additiven Fertigung entstehen Gefüge- und Materialeigenschaften, die sich signifikant von denen konventionell urgeformter Titanhalbzeuge unterscheiden. Durch eine gezielte Prozesssteuerung sollen im Rahmen dieses Projekts Gefügeeigenschaften maßgeschneidert eingestellt um so beispielsweise die Zerpanbarkeit in nachzubearbeitenden Bereichen gezielt zu verbessern.
Ziel des Vorhabens ist die Überführung der Erkenntnisse zur gezielten Randzonenmodifikation beim Schleifen in die industrielle Anwendung auf eine mobile Werkzeugmaschine des Kooperationspartners Picum MT GmbH, um eine Bearbeitung von komplexen und kostenintensiven Investitionsgütern Vor-Ort zu realisieren. Hierdurch wird die Wirtschaftlichkeit bei der Instandhaltung komplexer Investitionsgüter wesentlich gesteigert. Es erfolgt eine Anpassung der Prozessauslegung hinsichtlich der veränderten Kühl- und Schmiersituation außerhalb einer geschlossenen Werkzeugmaschine. Hierfür werden mit dem Kooperationspartner BDW-BINKA Diamantwerkzeug GmbH neue Werkzeugkonzepte entwickelt, die eine Bearbeitung ohne Kühlschmierstoff erlauben und gleichzeitig den Anforderungen an die Oberflächen- und Randzoneneigenschaften, bei ausreichender Werkzeugstandzeit, gerecht werden.
Das Ziel des Forschungsvorhabens ist das Verständnis der Wirkzusammenhänge zwischen den Eigenschaften von PVD-Hartstoffschichten und der Schneidkantenmikrogeometrie auf die daraus resultierenden Verschleiß- und Versagensphänomenen im unterbrochenen Schnitt. Hierzu werden FE-basierte Spanbildungssimulationen eingesetzt. Innerhalb dieser Simulationen werden lokale Last- und Eigenspannungen der beschichteten Werkzeuge integriert. Hierdurch wird es ermöglicht das spannungsinduzierte Werkzeugversagen, sowie die kontinuierliche, verschleißbedingte Änderung der Werkzeuggeometrie erstmalig für den unterbrochenen Schnitt abzubilden.
Leitung:
apl. Prof. Dr. rer.nat. habil. Bernd Breidenstein, Prof. Dr.-Ing. Kirsten Bobzin
Die Ermüdungsfestigkeit von Schweißverbindungen ist signifikant niedriger, als die des Grundwerkstoffs der einzelnen Bleche. Dies ist in der lokalen Nahtgeometrie und den lokalen Randzoneneigenschaften begründet. Daher sind Nachbehandlungsprozesse zur Steigerung der Ermüdungsfestigkeit der Schweißverbindungen notwendig. In diesem Projekt wird die automatisierte Nachbehandlung mittels Festwalzen und Hämmern für Stumpfnahtverbindungen dicker Bleche aus hochfesten Offshore-Feinkornbaustählen qualifiziert.
Leitung:
Apl. Prof. Dr. rer. nat. Bernd Breidenstein Prof. Dr.-Ing. Peter Schaumann (Institut für Stahlbau, Leibniz Universität Hannover)
Team:
Steffen Heikebrügge Christian Dänekas (Institut für Stahlbau, Leibniz Universität Hannover) Jan Kulikowski (Institut für Stahlbau, Leibniz Universität Hannover)
Die Fertigung hochbeanspruchter Bauteile erfordert häufig einen Endbearbeitungsschritt, der eine hohe Oberflächenqualität und präzise Formtoleranz der Bauteile gewährleistet. Die Endbearbeitung mittels Schleifen ermöglicht eine hohe Präzision und Produktivität bei der spanenden Bearbeitung von Bauteilen. Dem stehen hohe Schnittenergien gegenüber, die zu Schleifbrand der Bauteile führen können. Der hohe Energiebedarf, der durch Nebenaggregate erzeugt wird, führt zusätzlich im Vergleich zu anderen Fertigungsverfahren zu einer ineffizienten Energienutzung. Das Institut für Fertigungstechnik und Werkzeugmaschinen (IFW) der Leibniz Universität Hannover untersucht daher den Einsatz des neuartigen Schleifmittels Stäbchenkorund, der durch seine Geometrie und Art zu einer Reduzierung der Energie beim Schleifen von Bauteilen führt.
Das Hauptziel des geplanten Vorhabens ist die Reduzierung des Energiebedarfs bei der Fertigung
von Hartmetallwerkzeugen entlang der gesamten Prozesskette. Dies umfasst die Erforschung
und Optimierung der Prozesse Rohstoffsynthese, Formgebung, Grünbearbeitung, Sintern
und Schleifen.
Leitung:
Prof. Dr.-Ing. Berend Denkena, Dr.-Ing. Nicolas Beer
In diesem Vorhaben wird der aus der Bearbeitung von Zahnrädern bekannte kontinuierliche Wälzschleifprozess auf die Fertigung von drehsymmetrischen Zerspanwerkzeugen, wie beispielsweise Bohrer und Fräser, übertragen. Die aus diesem Verfahrenstransfer resultierenden Prozessvorteile umfassen unter anderem eine erhöhte Prozessproduktivität, eine verbesserte Güte der geschliffenen Zerspanwerkzeuge und die Möglichkeit zur prozessbegleitenden Verschleißkompensation der Schleifscheiben. Gleichzeitig wird die Anzahl an notwendigen Schleifwerkzeugen und separaten Schleifoperationen im Vergleich zu dem üblicherweise eingesetzten Werkzeugschleifverfahren reduziert.
Der bisherige Einsatz von Schleifscheiben mit einer konstanten Kornkonzentration im Schleifbelag führt, z.B. bei der Herstellung von Vollhartmetallfräsern mittels Spannutenschleifen, zu einem ungleichmäßigen Verschleiß des Schleifwerkzeuges. Ziel ist es, durch eine belastungsangepasste Einstellung eines Kornkonzentrationsgradienten im Schleifbelag, ein möglichst homogenes Verschleißverhalten während dem Schleifprozess einzustellen. Ebenso soll ein, an die gradierten Schleifbeläge angepasster, Abrichtprozess untersucht werden.
Ziel des Projektes Return II ist ein übergreifender Werkstoffkreislauf zwischen additiven und subtraktiven Prozessketten in der Herstellung von Titanbauteilen zur Steigerung der Ressourcen- und Energieeffizienz durch die Entwicklung einer Fertigungsprozesskette zur Umwandlung von Spanmaterial in Pulver.
Die hohe Reaktivität von Titanlegierungen mit Sauerstoff schränkt die Ressourceneffizienz der gesamten Prozesskette stark ein. Daher wird im Rahmen des Sonderforschungsbereichs 1368 die sauerstofffreie Produktion erforscht und dabei die geometrisch bestimmte Zerspanung von Titanlegierungen durch das Teilprojekt B03 abgebildet. Das Ziel ist es, Kenntnisse über die Wirkzusammenhänge zwischen der Umgebungsatmosphäre des Zerspanprozesses, resultierender oxidationsbedingter Verschleißeffekte sowie der Beeinflussung und gezielten Einstellung von Reaktionsprodukten auf der Bauteiloberfläche zu erlangen.
Zur Realisierung effizienter Produktionsprozesse ist das Verständnis über den zielgerichteten Einsatz von Kühlschmierstoffen (KSS) notwendig. Innerhalb dieses Forschungsvorhabens wird der Einfluss von Kühlschmierstrategien auf die Spanbildung sowie die mechanische und thermische Belastung des Schneidkeils mittels Mikrokinematographie untersucht.
Das Ziel des Sonderforschungsbereichs „Sauerstofffreie Produktion“ ist das grundlegende Verständnis über die Vorgänge und Mechanismen in den Prozessen der Fertigungstechnik, die unter vollständigem Ausschluss von Sauerstoff durchgeführt werden. Teilprojekt C04 tritt im Projektbereich C als Befähiger auf und wird u. a. die chemischen Vorgänge der Schleifwerkzeugherstellung sowie die Materialtrennmechanismen beim Schleifen in sauerstofffreier Atmosphäre untersuchen.
Gefälschte Produkte, gerade von Sicherheitskritischen Bauteilen, sind seit langem ein großes Problem im deutschen Maschinen- und Anlagenbau. Ein eindeutiger Nachweis, dass es sich bei einem Regressanspruch um ein Plagiat handelt, ist durch die aktuell verwendeten applizierbaren Markierungen nur schwer möglich. Diese besitzen eine unzureichende Fälschungssicherheit und einen geringen Schutz gegen eine Entfernung oder Beschädigung. Vor diesem Hintergrund soll die Möglichkeit der markierungsfreien Bauteilidentifikation im Produktlebenszyklus erforscht werden. Ein Ansatz besteht darin, die für jeden Prozess spezifische Bauteiloberfläche als Identifikationsmerkmal zu verwenden.
Leitung:
apl. Prof. Dr. rer. nat. habil. Bernd Breidenstein
Die Schleifbearbeitung von Wendeschneidplatten aus polykristallinem Bornitrid (PcBN) verursacht einen hohen Schleifscheibenverschleiß. Durch die anwendungsoptimierte Herstellung bronzegebundener Diamantschleifscheiben werden die Hartstoffkörner länger im Prozess gehalten und der Schleifscheibenverschleiß wird reduziert. Gleichzeitig wird die Schnittfähigkeit der Schleifscheibe über die Anpassung des Abrichtprozesses kontinuierlich erhalten. So wird das G-Verhältnis aus Schleifscheibenverschleiß und abgetragenem Werkstückstoff deutlich erhöht.
Gewindespindeln werden eingesetzt, um rotatorische Bewegung in translatorische Bewegung zu übersetzen. In Hebeböcken und insbesondere auch Schwerlasthebeanlagen werden häufig mittels Wirbeln hergestellte Gewindetriebe eingesetzt, bei denen eine verschleißreduzierende Optimierung der Kontaktflächen zu einer höheren Lebensdauer führen kann. Diese gewirbelten Gewindespindeln weisen bearbeitungsbedingte Oberflächenmikrostrukturen auf, die ein Schmiermittelrückhaltevolumen darstellen können. Hierdurch besteht das Potential die Reibung dieser gewirbelten Gewindespindeln zu verringern und die Lebensdauer gegenüber konventionell gerollten Spindeln zu steigern. Der genaue Zusammenhang zwischen dem Bearbeitungsprozess, der Gestalt der Mikrostrukturen und der reibungsreduzierenden Wirkung wird im Rahmen des Projektes TopGewinde gemeinsam mit dem Unternehmen Bornemann Gewindetechnik (www.bornemann.de) erforscht.
Für die Herstellung moderner konventioneller Schneidstoffe werden oftmals seltene Rohstoffe wie z.B. Wolfram oder Kobalt benötigt, deren Verfügbarkeit begrenzt ist. Dies und der vergleichsweise hohe Energiebedarf der konventionellen Schneidstoffherstellung schaffen Gründe ökologisch und ökonomisch vorteilhafte Alternativen zu entwickeln. Die Verwendung natürlicher Gesteine als Schneidstoff könnte eine solche Alternative darstellen. Daher wird in diesem von der DFG geförderten Forschungsprojekt die Eignung natürlicher Gesteine als Schneidstoff sowie die Herstellung und das Einsatzverhalten von Zerspanwerkzeugen aus natürlichen Gesteinen untersucht.
Leitung:
apl. Prof. Dr. rer. nat. habil. Bernd Breidenstein
Individuelle Schleifwerkzeuge werden in vielen unterschiedlichen Anwendungsfällen, wie dem Werkzeugschleifen und dem Profilschleifen eingesetzt. Die Entwicklungskosten der Schleifwerkzeuge und einer angepassten Prozesskette sind derzeit hoch. CAE-Technologien, wie die Simulationen des Mischens, werden in diesem Gebiet der Fertigungstechnik nicht eingesetzt. Das Potenzial einer individualisierten Parametrierung mittels Modellen und Simulationsergebnissen ist hoch. Das Ziel des hier geplanten Forschungsvorhabens ist die Verfügbarkeit eines neuartigen Sinterprozesses in verlorenen Formen für die Herstellung mehrschichtiger Schleifwerkzeuge mit definierter Porosität, der mittels CAE-Methoden parametrierbar ist.
Untersuchung der technologischen Grundlagen zur Produktivitätssteigerung des Schleifprozesses durch einen effektiven Wärmetransport aus der Kontaktzone. Im Fokus steht hier die Kombination eines wärmeleitenden Schleifbelags (Korn, Bindung) mit kryogener Kühlung.
Leitung:
apl. Prof. Dr. rer. nat. habil. Bernd Breidenstein
Im Rahmen des Projekts „Schleifwalzen“ wird derzeit erforscht, in welcher Weise die Leistungsgrenzen des Schleifprozesses – Rauheiten und Zugeigenspannungen – durch eine Verfahrenskombination mit dem Festwalzen kompensiert werden können. Hierzu wird zunächst ein Bearbeitungskonzept erarbeitet. Anschließend erfolgt die Erforschung der jeweiligen Prozessgrenzen sowie der resultierenden Bauteilqualität des Kombinationsprozesses. Am Ende des Projektes erfolgt eine Gegenüberstellung mit konkurrierenden Verfahren aus der geometrisch bestimmten Zerspanung, um so eine Einordnung in den Stand der Technik vorzunehmen.
Durch spanend in die Oberfläche eingebrachte Mikrostrukturen lassen sich die Reibung und der Verschleiß an tribologisch hoch beanspruchten Bauteilen reduzieren. Bei Wälzlagern der Bauform „Kegelrollenlager“ liegen an der Borde des Lagerinnenrings ebensolche hohe tribologische Lasten vor. Das IMKT und IFW untersuchen deshalb im Rahmen dieses Projekts einerseits die Herstellung (IFW) und andererseits den Einfluss von Mikroschmiertaschen auf die tribologischen Verhältnisse und die Lebensdauer von Kegelrollenlagern (IMKT).
Die Anforderungen an optische Elemente nehmen stetig zu. Die Herstellung eines individuellen und hochfunktionalen optischen Elements ist nach heutigem Stand der Technik aufwendig und komplex. Die mehrstufigen Produktionsmethoden werden häufig durch Handarbeit in Verbindung mit hohen Kosten realisiert. Aus diesem Grund versuchen die Wissenschaftler des Exzellenzclusters „PhoenixD“, als eine Initiative, Design und Herstellung von Präzisionsoptiken neu zu definieren
Das IFW erforscht die Additive/Subtraktive Fertigung, Simulationsbasierte Prozessplanung und Feinpositioniersysteme, die in der visionären Produktion von Präzionsoptik realisiert werden.
Die Ungleichmäßigkeit entlang der Schneidkante, die sogenannte Schartigkeit, beeinflusst signifikant das Verschleißverhalten von Zerspanwerkzeugen. Die Bewertung und Auslegung der Schneidkantenschartigkeit von Zerspanwerkzeugen erfordert eine einheitliche material- und prozessspezifische Kenngröße. Allerdings existieren aktuell keine Kenngrößen, die den Einfluss der Schartigkeit auf das Einsatzverhalten hinreichend genau beschreiben. Ziel ist daher die Kenntnis des Einflusses der Fräserherstellung auf die Schneidkantenschartigkeit und deren Wirkung auf das Einsatzverhalten sowie die Entwicklung einer Kennzahl zur Bewertung der Schartigkeit. Dabei werden eine einheitliche Charakterisierung der Schartigkeit sowie eine Definition von werkzeug- und prozessspezifischen Schartigkeitsgrenzwerten angestrebt.
Die Verwendung von grobkörnigen Schleifscheiben bietet durch hohen Kornüberstand die Möglichkeit, Schleifprozesse auch für hohe Materialabtragsraten einzusetzen. Die neuerliche Verfügbarkeit von grobkörnigem CBN erlaubt weiterhin die Bearbeitung von weichen sowie gehärteten Stählen. In diesem Projekt werden das Einsatzverhalten und die mechanischen, sowie thermischen Einflüsse auf das Werkstück untersucht. Dabei steht vor allem der Vergleich unterschiedlicher Korngrößen und die Determinierung der jeweiligen Prozessgrenzen im Fokus der Untersuchungen. Abschließend wird die Ressourceneffizienz mit Prozessen aus der geometrisch bestimmten Zerspanung verglichen.
Bei der Drehbearbeitung wird das Werkstück durch Spannfutter mit drei oder vier Spannbacken in der Werkzeugmaschine fixiert. Bei der Bearbeitung dünnwandiger Werkstücke besteht dabei die Herausforderung, dass durch zu hoch eingestellte Spannkräfte das Werkstück unzulässig hoch deformiert wird. Die Fertigungstoleranz kann folglich nicht oder nur mit hohem Aufwand eingehalten werden. Mit einem neuartigen Spannfutter soll durch eine DEFormationsKONtrolle im Forschungsprojekt „DefCon“ Werkstückdeformationen gemindert und somit die Bearbeitungsgenauigkeit gesteigert werden.
In der Mikroelektronik, Optik, Luft- und Raumfahrt und Medizintechnik werden submikrometergenaue Toleranzen und Oberflächengüten für die Herstellung von Bauteilen und Komponenten gefordert. Daher ist eine Ultrapräzisionsbearbeitung unausweichlich. Die Führungssysteme werden durch Störeffekte wie Reibung und Stick-Slip-Effekte beeinträchtigt. Das DFG-Projekt „Medienfreies und berührungsloses Mehrkoordinaten-Positioniersystem unter Verwendung von Ultraschall-Levitation und Magnetischen Führungen” erforscht ein reibungsfreies Führungssystem, das zur präzisen Führung und Bewegung von Werkstücken und Werkzeugen verwendet wird.
Während der Schleifbearbeitung von Bauteilen können verschiedene Prozesszustände und -fehler wie beispielsweise Werkstückabdrängung, Schleifbrand und Schleifscheibenverschleiß auftreten. Eine frühzeitige Detektion unerwünschter Prozesszustände ist daher entscheidend für eine wirtschaftliche Produktion. Häufig genutzte Überwachungsgrößen sind dabei die Prozesskräfte. Die Kraftrekon-struktion aus Antriebsströmen bietet jedoch keine ausreichende Genauigkeit, sodass externe Sensorik notwendig ist, die einerseits hohe Anschaffungskosten aufweist als auch die Maschineneigenschaften beeinflusst und daher nicht industrietauglich ist.
Im Vorhaben „Kraftmaschine“ wird daher eine strukturintegrierte Kraftmesstechnik auf Basis von halbleiterbasierten Dehnungsmessstreifen erforscht. Mit dieser soll die Detektion der Prozesskräfte ohne Beeinflussung der Maschineneigenschaften ermöglicht werden und somit im Zusammenspiel mit Maschinensignalen eine industrietaugliche ermöglichen.
Die Aufgabe einer Führung ist es die Bewegung eines Elements auf Bewegung in einer einzigen Richtung zu beschränken. Führungen werden in Werkzeugmaschinen eingesetzt, um Werkzeuge und Werkstücke präzise zu führen. Im Rahmen dieses Forschungsprojektes wird eine neue reibungslose umgriffsfreie Führung entwickelt, die Unebenheiten in den Führungsflächen aktiv ausgleicht und die Herstellkosten von Führungen deutlich reduziert. Anwendungsgebiet sollen große Werkzeugmaschinen sein.
Die Schwingungsanfälligkeit und Ratterneigung lang auskragender BS führt zu einer geringeren Produktivität. Im Projekt KSS-Puls wird ein neuartiges System zur Schwingungsreduzierung von lang auskragenden Bohrstangen (BS) entwickelt. Der Markt bietet bislang nur die Optionen zur aktiven Dämpfung dickerer Bohrstangen. Durch die Pulsation des Kühlschmiermittels soll eine platzsparen-de Schwingungsdämpfung erzielt werden, die in Bohrstangen mit 16 mm Durchmesser und weniger verwendet werden kann.
Werkzeugspannsysteme besitzen einen großen Einfluss auf die Präzision und Wirtschaftlichkeit von Zerspanprozessen. In herkömmlichen Systemen werden Tellerfederpakete zur Aufbringung der Spannkraft und zusätzliche Hydraulikzylinder zum Lösen der Spannkraft verwendet. Im Projekt FGL-Spann wird ein Aktorsystem auf Basis von Formgedächtnislegierungen zum Ersatz der Federpakete und Hydraulikeinheit entwickelt und erforscht. Die bidirektional wirkenden Formgedächtnislegierungs-Aktoren sollen die herkömmlichen Tellerfedern und den Hydraulikzylinder ersetzen und eine wesentliche Bauraumminimierung bei gleichzeitiger Einstellbarkeit der Spannkraft und Verschleißminimierung ermöglichen.
Im Rahmen des Projektes AllSpann wird ein Spannsystems zur mehrseitigen Bearbeitung von additiv gefertigten Bauteilen entwickelt. Das geplante ALL-seitige SPANNsystem, kurz „AllSpann“, soll zu einem Befähiger werden, um Planungs- und Rüstaufwand beim Spannen geometrisch komplexer Werkstücke erheblich zu reduzieren. Ziel ist es, die Produktivität um mindestens 80 % zu steigern.
Leitung:
Prof. Dr.-Ing Berend Denkena
Team:
Eike Wnendt
Jahr:
2021
Förderung:
Dieses Forschungsprojekt wird mit Mitteln des Bundesministeriums für Bildung und Forschung (BMBF) im Programm „KMU-innovativ: Produktionsforschung“ gefördert und vom Projektträger Karlsruhe (PTKA) betreut
Das Hauptziel des Gesamtvorhabens VerticalE2E ist die Umsetzung einer durchgängigen Digitalisierung auf unterschiedlichen Hierarchieebenen der gesamten Fertigungslinie vom Rohmaterial bis zur Montage. Das IFW beteiligt sich am Forschungsprojekt in den Bereichen Nachhaltigkeit, Prozessüberwachung sowie Qualitätsprüfung. Um die ökologischen Aspekte der geplanten additiv-subtraktiven Prozesskette zu quantifizieren, wird eine energetische Bewertungsmethode entwickelt. Innerhalb der Prozessüberwachung wird ein sensorisches Spannsystem erforscht, mit dem eine werkstückseitige Messung dynamischer Prozesskräfte in Abhängigkeit der Spannsituation erfolgt. Aufbauend darauf erfolgt die Untersuchung einer selbstadaptierenden Qualitätsprüfung, welche durch Kombination von daten- und simulationsbasierten Prüfmodellen zu einem Digitalen Zwilling erfolgt.
Leitung:
Prof. Berend Denkena
Team:
M.Sc. Heiko Blech, M.Sc. Leon Reuter, M.Sc. Simon Kettelmann
Die Vision des Forschungsprojekts „IIP-Ecosphere“ ist es, kleinen und mittelständischen Unternehmen (KMUs) einen möglichst niedrigschwelligen Einstieg für die Nutzung von künstlicher Intelligenz (KI) zu bieten. Dazu wird ein neuartiges KI-Ökosystem aufgebaut, dass einen Innovationssprung im Bereich der Selbstoptimierung der Produktion auf Basis vernetzter, intelligenter, autonomer Systeme zur Steigerung der Produktivität, Flexibilität, Robustheit und Effizienz hervorbringt. Das KI-Ökosystem wird von einer Stakeholder-Community aus Forschung und Wissenschaft gleichermaßen aufgebaut, sodass eine aktive Gestaltung des Ökosystems und eine dauerhafte Mehrwertbildung sichergestellt werden.
Leitung:
Per Schreiber
Team:
Tobias Stiehl, Sören Wilmsmeier, Daniel Kemp, Jonas Becker
Beim Schleifen der Spannut von Fräsern und Bohrern mit großen Längen-zu-Durchmesser-Verhältnis besteht die Herausforderung darin, dass sich der auskragende Fräser-und Bohrerrohling aufgrund der auftretenden Prozesskräfte beim Tiefschliff durchbiegt. Der Verlagerung wird mit einer abstützenden Lünette entgegengewirkt. Dies führt zu einem verstärkten Rüst- und Einrichtaufwand. Um den Aufwand zu reduzieren, ist das Ziel des Projektes eine online Abdrängungskompensation durch das Messen der Prozesskräfte und das Berechnen der sich ergebenden Verlagerung zu entwickeln und somit den Einsatz einer Lünette zu substituieren. Hierfür wird eine sensorische Spindel zum Erfassen der niedrigen Prozesskräfte und eine simulationsgestützte Kompensation erforscht. Darüberhinaus wird durch das Projekt das weitere Potential für eine Prozessüberwachung beim Schleifen erforscht.
Um den hohen individuellen Anforderungen von Bauteilen gerecht zu werden, werden die Fertigungsprozesse kontinuierlich an die Bauteileigenschaften angepasst. Diese individuellen Prozesse können mit einem vertieften Prozessverständnis zu Gunsten der Bauteilqualität gestaltet werden. Moderne Werkzeugmaschinen bieten dabei die Möglichkeit, die Prozesssignale der Maschinensteuerung aufzunehmen und für eine Prozessüberwachung zu nutzen. Bisher ist jedoch nicht bekannt, welche Zusammenhänge zwischen den aufgenommenen Steuerungssignalen und dem Schleifprozess beziehungsweise den Bauteileigenschaften bestehen. In diesem Forschungsprojekt wird daher ein Modell zur Korrelation von den Prozesssignalen und der erzeugten Bauteiloberflächen hergeleitet und darauf aufbauend eine Prozessoptimierung durchgeführt.
Das Gewindewirbeln ist ein Verfahren zur Herstellung von höchstbeanspruchten Gewindespindeln, welche beispielsweise in Hebewerken eingesetzt werden können. Durch den unterbrochenen Schnitt und die daraus resultierende Oberfläche sind die tribologischen Eigenschaften solcher Gewinde erheblich besser als bei anderen Fertigungsverfahren. Im Projekt QUALI-WIRB wird ein Messsystem zur Online-Qualitätsüberwachung entwickelt. Mit dem System wird das Gewinde prozessparallel erfasst und auf Basis der Messdaten wird die Qualität bewertet. Neben der Vermeidung von Ausschuss können hierdurch Abweichungen früher erkannt und beseitigt werden.
Im Teilprojekt B5 werden Methoden erforscht die Prozessfähigkeit und Prozesssicherheit bei der Zerspanung hybrider Bauteile zu gewährleisten, die durch Fertigungsvarianzen vorgelagerter Prozesse beeinflusst werden. Dazu werden Prozessinformationen fertigungsübergreifend verknüpft und Methoden erforscht, die bauteilspezifische Fertigungsvarianzen detektieren und den vorgelagerten Prozessen zugeordnet. Ferner werden Ansätze des maschinellen Lernens erforscht, um die Prozesssicherheit bei einer werkstoffgerechten Zerspanung zu gewährleisten. Ebenfalls wird untersucht, wie der Einfluss einer variierenden Informationsqualität auf die entwickelten Modelle reduziert werden kann.
Die Anforderungen an optische Elemente nehmen stetig zu. Die Herstellung eines individuellen und hochfunktionalen optischen Elements ist nach heutigem Stand der Technik aufwendig und komplex. Die mehrstufigen Produktionsmethoden werden häufig durch Handarbeit in Verbindung mit hohen Kosten realisiert. Aus diesem Grund versuchen die Wissenschaftler des Exzellenzclusters „PhoenixD“, als eine Initiative, Design und Herstellung von Präzisionsoptiken neu zu definieren
Das IFW erforscht die Additive/Subtraktive Fertigung, Simulationsbasierte Prozessplanung und Feinpositioniersysteme, die in der visionären Produktion von Präzionsoptik realisiert werden.
Das Ziel des Forschungsprojekts ist es bereits während des AFP Prozesses, Auswirkungen von auftretenden Fertigungsfehlern im später ausgehärteten CFK-Bauteil durch eine prozessbegleitende strukturmechanische Bewertung erheben zu können. Die neu gewonnene Kenntnis über die Beeinflussung von Fehlern liefert im Herstellungsprozess eine bisher nicht dagewesene Entscheidungsgrundlage über die Art und Notwendigkeit von Korrekturmaßnahmen. Damit ist es im Vergleich zu konventionellen Methoden der zerstörungsfreien Fehleranalytik möglich, den Fehlernachweis im Fertigungsprozess zu erbringen und nicht erst im Anschluss an die Bauteilfertigung. Im Ergebnis führt dies zu einer signifikanten Verbesserung von Produktivität und Prozesssicherheit der AFP-Technologie sowie einer Effizienzsteigerung entlang der gesamten AFP-Prozesskette.
Leitung:
Prof. Dr.-Ing. P.Horst; Prof. Dr.-Ing. B. Denkena
Team:
Andreas Friedel (TU Braunschweig); Marc Timmermann (IFW)
Durch hohe Prozesskräfte kommt es beim Fräsen zu einer Abdrängung des Werkzeugs. Das Ziel dieses Projektes ist es, die resultierende Formabweichung des Werkstücks basierend auf den Antriebssignalen eines 5-Achs Fräszentrums zu kompensieren. Dazu wird ein echtzeitfähiges Modell entwickelt, welches die Prozesskräfte aus den Antriebsströmen rekonstruiert. Die Parametrierung des Modells erfolgt über eine autonome Parameteridentifikation. Zusätzlich wird ein Zyklus implementiert, um die Steifigkeit des Werkzeugs zu bestimmen. Über Kraft und Steifigkeit wird anschließend die Abdrängung berechnet und mittels einer Prozessregelung minimiert.
Unterschiedliche Belastungshistorien von Eisenbahnrädern führen zu hoher Varianz der Materialeigenschaften in der Lauffläche und erschweren so eine allgemeine Parametrierung des Zerspanprozesses sowie die Umsetzung einer robusten Prozessüberwachung in der Aufarbeitung. Die online Messung der Materialeigenschaften mithilfe eines Barkhausenrauschen-Analyse Systems soll es deshalb ermöglichen, für jedes Einzelstück individuell passende Bearbeitungsparameter festzulegen. Mithilfe einer ergänzenden Messung und simultanen Echtzeitverarbeitung der Körperschallemission am Werkzeug wird die Prozessregelung und -überwachung weiter verbessert.
Die additive Fertigung (AM) bietet hohes Potenzial im Bereich der ressourceneffizienten Herstellung komplexer Bauteilgeometrien, insbesondere bei teuren Werkstoffen und kleinen Losgrößen. Diesen Vorteilen stehen allerdings einige Herausforderungen entgegen. So ist die erzielbare Maßhaltigkeit und Oberflächengüte in der Regel nicht ausreichend, sodass eine spanende Nachbearbeitung der Bauteile erforderlich ist. Aufgrund der unterschiedlichen Planungsprozesse und technologischen Randbedingungen in der additiven- bzw. spanenden Fertigung besteht aktuell nur eine unzureichende Kompatibilität der Planungsdaten und es existiert keine durchgängige Entwicklungskette. Im vom BMBF geförderten Verbundprojekt Projekt PR0F1T werden Lösungen für diese Herausforderungen erarbeitet.
Der Einsatz von Kühlschmierstoff spielt bei der Herstellung von Vollhartmetallwerkzeugen eine zentrale Rolle und beeinflusst maßgeblich die resultierende Bauteilqualität. Über die Vorgänge in der Kontaktzone ist jedoch noch wenig bekannt. Aus diesem Grund wird im Forschungsprojekt SPP 2231 eine multiskalige Materialabtrag-Fluidsimulation für das Werkzeugschleifen erforscht, um die Produktivität des Werkzeugschleifprozesses zukünftig zu erhöhen.
Eine effiziente Produktionsplanung und -steuerung ist prinzipiell stark von einer präzisen und vorausschauenden Instandhaltungsplanung abhängig. Basierend auf einer ausreichenden Datenqualität sollten Maschinenausfälle korrekt prognostiziert werden, um notwendige Gegenmaßnahmen wie z. B. die Umplanung bzw. Neuplanung von Aufträgen schnellstmöglich einzuleiten. Kleine und mittlere Unternehmen (KMU) können eine solche Datenbasis aufgrund begrenzter Ressourcen und der nicht wirtschaftlichen Nachrüstung von Bestandsmaschinen oftmals nicht vorhalten. Daher ist es das Ziel des Verbundprojekts „BaSys4iPPS“, eine Methode zur integrierten Produktions- und Instandhaltungsplanung für Werkzeugmaschinen im Bestand von KMU zu entwickeln.
CNC-Fertiger im Bereich der Luft- und Raumfahrt können bald ihre Prozessplanung durch eine praxistaugliche Simulationssoftware erweitern: Ungewünschte Verformungen beim Fräsen dünnwandiger Strukturbauteile gehören der Vergangenheit an. Durch die Kompensation thermomechanischer Fehler beim Fräsen werden die Fertigungstoleranzen problemlos erreicht.
In interdisziplinärer Zusammenarbeit wird das IFW mit dem ZeTeM und Premium AEROTEC GmbH die industrielle Einsatzfähigkeit der Simulation der thermomechanischen Deformation erforschen. Dabei liegt das Hauptaugenmerk auf kritischen dünnwandigen Werkstückbereichen. Bild: „Dieses Wissen werden wir ausnutzen, um für die jeweilige Fräsbearbeitung die passende Fertigungsstrategie auszuwählen.“
Komplexere Prozesse und anspruchsvollere Werkstücke erfordern eine immer intensivere Prozessvorbereitung, wodurch zusätzliche Ressourcen gebunden werden. Dieser Tatsache stellt das Projekt Learn WZS die Entwicklung echtzeitfähiger Simulationen des Werkzeugschleifens gegenüber, mit denen sowohl die Effizienz als auch die Qualität der Fertigungsprozesse erhöht werden. Auf Basis der Simulationen entstehen Prozessmodelle, die mittels maschinellem Lernen Zielgrößen wie Formhaltigkeit, Oberflächenrauheit, Randzonenbeschaffenheit und Fertigungszeit optimieren.
Die autonome Modellierung entscheidet selbstständig, für welche Prozessspezifikationen eigene Teilmodelle gebildet werden. Abschließend wird eine allgemeine Methodik zur automatisierten Modellbildung unabhängig von Werkstück, Werkzeug und Werkzeugmaschine erforscht.
Im Rahmen des Forschungsvorhabens Poly-ProFiLEd wird in Zusammenarbeit mit dem Luftfahrtunternehmen Deharde GmbH an der Optimierung einer Prozesskette, bestehend aus spanenden und umformenden Prozessen geforscht. Effizienzsteigerung stellt den wesentlichen Faktor für den Erhalt der Wettbewerbsfähigkeit dar, weshalb komplexere, innovative Fertigungsverfahren in die Prozessketten eingebunden werden. Um das Optimierungspotential der Prozesskette voll auszuschöpfen, ist es notwendig die Wechselwirkungen zwischen den Prozessen mittels experimenteller sowie simulativer Methoden zu erforschen und eine selbstoptimierende digitale Prozesskette aufzustellen. Durch eine integrierte Datenrückführung sowie eine selbstlernende, verzugsoptimierte Prozessstellgrößenanpassung soll die Qualitätssicherung nachhaltig verbessert und die Informationstransparenz des Werkstücks erhöht werden.
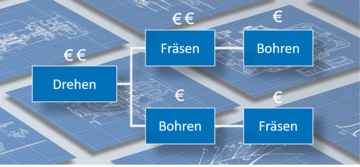
Kleine und mittlere Unternehmen (KMU) in der Lohn- und Auftragsfertigung sind auf eine effiziente Auftragsakquise angewiesen, um am Markt zu bestehen. Aufgrund immer komplexerer Bauteile und kleiner Losgrößen wird die Angebotskalkulation für viele KMU zu einer Herausforderung. An diesem Punkt soll das Projekt „Automatisierte Bestimmung der Vorgabezeiten und der Arbeitsgangfolge unter Berücksichtigung technologischer Zwangsfolgen“ KMUs unterstützen.
Das Hauptziel des Gesamtvorhabens VerticalE2E ist die Umsetzung einer durchgängigen Digitalisierung auf unterschiedlichen Hierarchieebenen der gesamten Fertigungslinie vom Rohmaterial bis zur Montage. Das IFW beteiligt sich am Forschungsprojekt in den Bereichen Nachhaltigkeit, Prozessüberwachung sowie Qualitätsprüfung. Um die ökologischen Aspekte der geplanten additiv-subtraktiven Prozesskette zu quantifizieren, wird eine energetische Bewertungsmethode entwickelt. Innerhalb der Prozessüberwachung wird ein sensorisches Spannsystem erforscht, mit dem eine werkstückseitige Messung dynamischer Prozesskräfte in Abhängigkeit der Spannsituation erfolgt. Aufbauend darauf erfolgt die Untersuchung einer selbstadaptierenden Qualitätsprüfung, welche durch Kombination von daten- und simulationsbasierten Prüfmodellen zu einem Digitalen Zwilling erfolgt.
Leitung:
Prof. Berend Denkena
Team:
M.Sc. Heiko Blech, M.Sc. Leon Reuter, M.Sc. Simon Kettelmann
Die Steuerung einer Werkstattfertigung ist von einer hohen Komplexität geprägt. Durch den Einsatz von Multiagentensystemen kann die Entscheidungsfindung dezentral gestaltet und damit die Komplexität reduziert werden. Dabei werden die Steuerungsentscheidungen allerdings ausschließlich basierend auf den dezentral verfügbaren Daten getroffen. Das globale Systemverhalten der Fertigung wird nicht berücksichtigt. Durch die Integration von Methoden des bestärkenden Lernens kann die dezentrale Entscheidungsfindung unter Berücksichtigung globaler Fertigungskennzahlen optimiert werden. In diesem Projekt wird daher eine agentenbasierte Fertigungssteuerung mittels Deep Q-Learning entwickelt und erforscht.
Die Vision des Forschungsprojekts „IIP-Ecosphere“ ist es, kleinen und mittelständischen Unternehmen (KMUs) einen möglichst niedrigschwelligen Einstieg für die Nutzung von künstlicher Intelligenz (KI) zu bieten. Dazu wird ein neuartiges KI-Ökosystem aufgebaut, dass einen Innovationssprung im Bereich der Selbstoptimierung der Produktion auf Basis vernetzter, intelligenter, autonomer Systeme zur Steigerung der Produktivität, Flexibilität, Robustheit und Effizienz hervorbringt. Das KI-Ökosystem wird von einer Stakeholder-Community aus Forschung und Wissenschaft gleichermaßen aufgebaut, sodass eine aktive Gestaltung des Ökosystems und eine dauerhafte Mehrwertbildung sichergestellt werden.
Leitung:
Per Schreiber
Team:
Tobias Stiehl, Sören Wilmsmeier, Daniel Kemp, Jonas Becker
Wie können Algorithmen eine robuste Produktion und das Berücksichtigen personenbezogener Ziele ermöglichen? Welche Potenziale und Möglichkeiten bietet die Förderung der Mitarbeiterzufriedenheit Unternehmen? Dies sind Fragen, die Wissenschaftlerinnen und Wissenschaftler des Instituts für Fertigungstechnik und Werkzeugmaschinen (IFW) der Leibniz Universität Hannover im von der Deutschen Forschungsgemeinschaft (DFG) geförderten Projekt „Multikriterielle Personaleinsatzplanung unter Berücksichtigung der Robustheit von Produktionssystemen“ (MultiPEP) beantworten wollen. „Wir wollen zeigen, dass die individuellen Ziele der Beschäftigten Teil einer robusten Produktion sein können und nicht konträr zu den Unternehmenszielen stehen“, erläutert Projektmitarbeiterin Gina Vibora Münch.
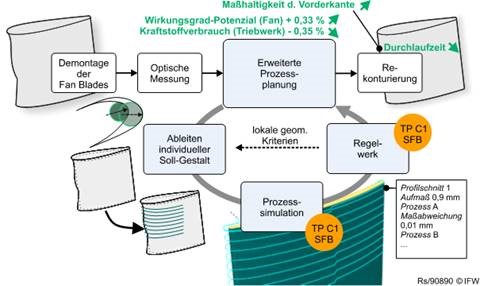
Der Sonderforschungsbereich (SFB) 871 „Regeneration komplexer Investitionsgüter“ erforscht seit 2010 die wissenschaftlichen Grundlagen der Regeneration am Beispiel von Flugzeugtriebwerken. Im Rahmen des Transferprojektes 4 werden die Erkenntnisse aus dem SFB 871 hinsichtlich der automatisierten Planung der Rekonturierung von Verdichterschaufeln unter Berücksichtigung einer individuellen Soll-Gestalt auf die Rekonturierung von Fan Blades übertragen. Der Schwerpunkt liegt dabei auf der Ermittlung einer individuellen Soll-Gestalt, der automatisierten Anpassung des Werkzeugwegs unter Berücksichtigung des lokalen Aufmaßes sowie der Übertragung des geometrischen Simulationsmodells. Mit diesem Werkzeug wird der Einfluss von Prozessstellgrößen auf die Maßhaltigkeit ermittelt. Dazu werden die simulierten Prozesskenngrößen innerhalb einer Versuchsreihe mit der real erzeugte Ist-Gestalt verglichen. Hieraus erfolgt ein Regelwerk für die Rekonturierung welches in Verbindung mit dem automatisierten Planungsalgorithmus in den aktuellen Reparaturprozess integriert wird.
In Zusammenarbeit mit dem Unternehmen SWMS wird an einer Lösung zur vollständigen Automatisierung des Entgratprozesses geforscht. Dabei wird eine adaptive Prozessplanung als Ansatz verfolgt. Im Speziellen erfolgt dabei eine automatische Gratdetektion mittels optischer Messtechnik. Zur Sensorwegplanung wird die Durch Anwendung Die somit erhaltene Expertise wird durch einen Soll-Ist-Vergleich für die adaptive CAD/CAM-Planung appliziert, um hinreichend genau und zeitoptimal den Entgratprozess zu automatisieren.
Zur Verbesserung der Planungsdatenbasis und der Produktion von Bauteilen soll ein neuartiges drahtloses Lokalisierungs-, Kommunikations- und Prozessleitsystem unter Verwendung von Positions-, Betriebs- und Maschinendaten entwickelt werden. Dieses soll die Bauteile in den jeweiligen Transportcontainern jederzeit in der Fertigungshalle orten. Durch die im Projekt angestrebte technische Innovation des zu entwickelnden Systems wird eine deutlich verbesserte Informationsgrundlage erreicht, die bessere Planungsentscheidungen in der Fertigung ermöglicht. Dies kann beispielsweise darin resultieren, dass ausgehend vom aktuellen Planungszustand betriebsbegleitend eine kostengünstigere Alternativroute durch die Fertigung ermittelt wird.
Zur prozess- und unternehmensübergreifenden Verkürzung der Produktionsabläufe in der Druckgussindustrie bestehen große Optimierungspotenziale. Diese betreffen eine Erhöhung der Datentransparenz zwischen den Prozessmodellen in der digitalen Fertigungskette und der realen Fertigungsebene. Dazu ist eine prozesskettenspezifische Gestaltung der Datendurchgängigkeit und Datenkonsistenz notwendig. Das Ziel des Verbundvorhabens ist die selbstständige Optimierung von Fertigungsverfahren und Produktionsabläufen durch das Schließen der digitalen Prozesskette am Beispiel der Druckgussindustrie.
Leitung:
Lukas Stürenburg
Team:
Jörg Walter, Slava Pachandrin, Markus Rokicki, Jonas Kallisch, Kathrin Kramer, Marcus Nein, Marvin Voss
Jahr:
2019
Förderung:
Niedersächsisches Ministerium für Wissenschaft und Kultur, Volkswagen Stiftung
Der wirtschaftliche Erfolg von KMU in der Lohn- bzw. Auftragsfertigung liegt neben einem effizienten Auftragsvergabeprozess in einer hohen Auslastung der Fertigungsressourcen und dem Einhalten der Liefertermine. Da die Informationsbeschaffung zur Erstellung von Angeboten mit einem hohen manuellen Aufwand verbunden ist, wird im Projekt in Zusammenarbeit mit der Fauser AG eine unternehmensübergreifende Handelsplattform für Aufträge und Kapazitäten von Lohnfertigern entwickelt. Die Prüfung der technischen und terminlichen Machbarkeit eines Auftrags soll die potenziellen Produzenten identifizieren und anschließend teilautomatisiert kalkulierte Angebotspreise übermitteln. Dies kann den Anteil der nicht wertschöpfenden Arbeitszeit deutlich reduzieren.
Die Anforderungen an optische Elemente nehmen stetig zu. Die Herstellung eines individuellen und hochfunktionalen optischen Elements ist nach heutigem Stand der Technik aufwendig und komplex. Die mehrstufigen Produktionsmethoden werden häufig durch Handarbeit in Verbindung mit hohen Kosten realisiert. Aus diesem Grund versuchen die Wissenschaftler des Exzellenzclusters „PhoenixD“, als eine Initiative, Design und Herstellung von Präzisionsoptiken neu zu definieren
Das IFW erforscht die Additive/Subtraktive Fertigung, Simulationsbasierte Prozessplanung und Feinpositioniersysteme, die in der visionären Produktion von Präzionsoptik realisiert werden.
Unter dem Namen OpenDigiMedia wird Interessierten eine Online-Lernplattform rund um das Thema Digitalisierung in der Produktion bereitgestellt. Angeboten werden freie Kurse und Materialien, wie Grafiken, Texte und Videos über neue Technologien der Digitalisierung und ihre Einsatzmöglichkeiten. Gefördert wird das Projekt der Leibniz Universität Hannover und der Agentur für Erwachsenen- und Weiterbildung vom Land Niedersachsen und dem Europäischen Sozialfond.
Im Rahmen des Vorhabens ReTool 2 soll ein ökologisch und ökonomisch effizientes Verfahren zur regenerativen Fertigung verschlissener Vollhartmetall (VHM)-Fräswerkzeuge entwickelt werden. Dieses beruht auf einer direkten Wiederverwendung verschlissener Fräswerkzeuge, die nicht mehr nachgeschliffen werden können. Die verschlissenen Werkzeuge werden als Rohlinge für Neuwerkzeuge eines kleineren Durchmessers verwendet. Bei der Herstellung der Werkzeuge entfällt damit der energieintensive Sinter- bzw. Recyclingprozess von Hartmetall. Ziel dieses Projekts ist es, das Werkzeug-Regenerationsverfahren gemeinsam mit dem Unternehmen Wulf Schleiftechnik GmbH zur Marktreife zu entwickeln.
Leitung:
Marcel Wichmann
Team:
Sven Friebe
Jahr:
2018
Förderung:
EFRE - Europäischer Fond für regionale Entwicklung
Im Teilprojekt C1 („Simulationsbasierte Prozessauslegung spanender Rekonturierungstechnologien“) des SFB871 werden am Beispiel von Triebwerksschaufeln die spanende Rekonturierung und ihr Einfluss auf die Oberflächenqualität sowie die Eigenspannung in der Randzone untersucht. Ziel ist es Bearbeitungsregeln zur gezielten Einstellung der zerspanungsbedingten Bauteilbeeinflussung aufstellen und eine bauteilindividuelle NC-Prozessplanung vorzunehmen.
Das übergeordnete Ziel des Kooperationsprojektes EvoFoil ist die Entwicklung einer neuen robusten und damit wirtschaftlicheren Rotorblattgeneration für Gezeitenströmungsturbinen. Ziel des IFW ist die Verfügbarmachung eines hybriden Material- und Bauweisenkonzepts für die belastungsgerechte Anbindung der Rotorblätter an die Turbinennabe. Dazu baut das IFW ein Verständnis für hybride Faser-Metall-Laminate hinsichtlich ihres Verhaltens in Laminatrandbereichen und korrosiven Medien. Die Ergebnisse der numerischen und experimentellen Untersuchungen fließen in ein neues Strukturkonzept für Rotorblätter die Nabenanbindung. Gemeinsam mit MDC verfolgt das IFW schlussendlich die Umsetzung des neuen hybriden Fertigungsverfahrens.
Leitung:
Prof. Dr.-Ing. Berend Denkena
Team:
Jannik Weykenat, M.Sc.
Jahr:
2021
Förderung:
National Reasearch Council of Canada (NRC) & Zentrales Innovationsprogramm Mittelstand (ZIM)
Ziel des Forschungsprojekts AutoBLADE ist die Entwicklung und Erforschung einer automatisierten Technologie zur Herstellung von kontinuierlich drapierten Preforms für großflächige FVK-Infusionsbauteile mit hohem Aspektverhältnis. Der neuartige, vollautomatisierte Herstellungsprozess, der anhand eines Technologiedemonstrators in Form eines Rotorblatts für Gezeitenkraftwerke entwickelt wird, umfasst den lagenweisen Aufbau eines Preforms durch kontinuierliches Drapieren online bebinderter textiler Halbzeuge auf komplex gekrümmte Oberflächen.
Leitung:
Prof. Dr.-Ing. Berend Denkena
Team:
Marco Bogenschütz (IFW), Hendrik Möllers (PUK), Jan-Lukas Stüven (IFL)
Jahr:
2021
Förderung:
EFRE - Europäischer Fond für regionale Entwicklung
Unkonventionell versteifte Leichtbaustrukturen, wie z. B. Flugzeugrümpfe, versprechen Vorteile hinsichtlich der Masse, die aber unter Umständen durch Kostennachteile relativiert werden müssen, die durch einen hohen Auslegungsaufwand und Einschränkungen in der Herstellbarkeit entstehen. Das Vorhaben folgt der Forschungshypothese, dass unkonventionell versteifte FVK-Strukturen auch ohne eine detaillierte konstruktive Ausgestaltung bewertbar sind. Dadurch soll der Einsatz einer Layout-Topologieoptimierung im Vorentwurf erstmals möglich werden. Das Hauptziel ist daher die Entwicklung und Erforschung einer zweistufigen, integrierten Methode zur Bewertung unkonventioneller Versteifungstopologien hinsichtlich ihrer Masse und Herstellkosten unter Berücksichtigung von Herstellbarkeitskriterien.
Leitung:
Prof. Dr.-Ing. B. Denkena, Prof. Dr.-Ing. P.Horst
Team:
Lisa Reichert (TU Braunschweig), Tim Tiemann (IFW)
In Zusammenarbeit mit dem Institut für Flugzeugbau und Leichtbau (IFL) der Technischen Universität Braunschweig und dem Institut für Polymerwerkstoffe und Kunststofftechnik (PuK) der Technischen Universität Clausthal wird im EFRE-geförderten Projekt JoinTHIS das übergeordnete Ziel verfolgt, eine auf dem Automated Fiber Placement basierende Fertigungsmethode zu entwickeln und zu erforschen, um die autoklavfreie Herstellung thermoplastischer Faserverbundstrukturen für die kommende Flugzeuggeneration zu ermöglichen.
Leitung:
Prof. Dr.-Ing. Berend Denkena
Team:
Dr.-Ing. Carsten Schmidt; Christopher Schmitt; Maximilian Kaczemirzk
Die Fertigung von Integralbauteilen der Luft- und Raumfahrtbranche, wie
beispielsweise Rumpf- oder Triebwerkskomponenten, erfolgt mehrheitlich durch
spanende Verfahren aus Vollmaterial.
Im Teilprojekt C1 („Simulationsbasierte Prozessauslegung spanender Rekonturierungstechnologien“) des SFB871 werden am Beispiel von Triebwerksschaufeln die spanende Rekonturierung und ihr Einfluss auf die Oberflächenqualität sowie die Eigenspannung in der Randzone untersucht. Ziel ist es Bearbeitungsregeln zur gezielten Einstellung der zerspanungsbedingten Bauteilbeeinflussung aufstellen und eine bauteilindividuelle NC-Prozessplanung vorzunehmen.
Die spanende Fertigung nimmt als finaler Schritt in der Prozesskette der Massivteilfertigung über die hergestellten Oberflächen- und Randzoneneigenschaften maßgeblich Einfluss auf das Einsatzverhalten und die Lebensdauer von Bauteilen. Eine Möglichkeit, dieses Wissen bereits in der Konstruktionsphase des Bauteils zum Festlegen einer Bearbeitungsstrategie zu nutzen, existiert zurzeit noch nicht. Das Ziel des Teilprojekts B4 ist daher, die Bauteilkonstruktion und die Prozessplanung zu verbinden.
Im Teilprojekt C1 („Simulationsbasierte Prozessauslegung spanender Rekonturierungstechnologien“) des SFB871 werden am Beispiel von Triebwerksschaufeln die spanende Rekonturierung und ihr Einfluss auf die Oberflächenqualität sowie die Eigenspannung in der Randzone untersucht. Ziel ist es Bearbeitungsregeln zur gezielten Einstellung der zerspanungsbedingten Bauteilbeeinflussung aufstellen und eine bauteilindividuelle NC-Prozessplanung vorzunehmen.
Ziel des Vorhabens ist ein Gesamtmodell, das die Schleifscheibeneigenschaften und das Einsatzverhalten von der Herstellung über den Einsatz bis zum Prozessergebnis geschlossen abbildet. Hierzu ist es erforderlich, zeitgleich und in enger Kooperation auf den Gebieten Sintertechnologie, Schleiftechnologie und Modellierung zu arbeiten. Auf diese Weise können einstellbare Eigenschaften sowie Wechselwirkungen identifiziert und hinsichtlich ihrer Prozessrelevanz und Quantifizierbarkeit analysiert werden.
Selbsterregte Schwingungen sind ein Hauptfaktor für schlechte Oberflächenqualitäten von Werkstücken und verringerte Produktivität von Werkzeugmaschinen. Die Einrichtung eines Prozesses mit hoher Produktivität bei gleichzeitig hoher Prozesssicherheit erfordert ein hohes Maß an Expertenwissen. Ziel dieses Projekts ist die Entwicklung einer „intelligenten Werkzeugmaschine“, die Prozessparameter wie Schnitttiefe/-breite, Spindeldrehzahl und Vorschub autonom an die jeweiligen Gegebenheiten anpasst um einen produktiven und gleichzeitig stabilen Prozess zu ermöglichen.
Durch die Kenntnis über den Einfluss von Gier- und Anstellwinkel auf die Oberflächenqualität und Randzoneneigenschaften beim Schleifen von Freiformflächen werden neue Schleifstrategien zur Effizienzsteigerung mit dynamisch wanderndem Kontaktpunkt möglich.
Die Verwendung von vollkeramischen Zahnrestaurationen auf Zirkonoxidbasis nimmt seit den 90ern stetig zu. Die notwendigen Fertigungsschritte bis zur fertigen Restauration beeinflussen den Haftverbund zwischen dem Gerüst- und Verblendmaterial, häufig kommt es zum Versagen der Restauration durch Chipping. Die genauen Mechanismen und Zusammenhänge sind derzeit nicht vollständig bekannt, deshalb wird in diesem Projekt Einfluss der Prozesskette auf die Haftverbundmechanismen zwischen Gerüst- und Verblendmaterialien vollkeramischer Zahnrestaurationen im Detail untersucht.
Seilschleifen wird vermehrt zum trockenen Trennen von Stahlstrukturen eingesetzt. Daraus ergeben sich neue Anforderungen an das Seilschleifwerkzeug, die nach aktuellem Stand der Technik nicht hinreichend erfüllt werden. Ziel des vom BMBF geförderten Projekts InnoSeil ist deshalb, ein neuartiges Seilschleifwerkzeug zu entwickeln, dass marktüblichen Referenzwerkzeugen hinsichtlich Abtragsleistung um ≥ 20 % und Werkzeugstandzeit um ≥ 50 % deutlich überlegen ist.
Werkzeuge für die Blechmassivumformung stehen während des Betriebs unter lokal stark unterschiedlichen Lasten. Der Schleifprozess kann genutzt werden, um das Eigenspannungsprofil der Werkzeuge so anzupassen, dass den Belastungen im Betrieb entgegengewirkt wird. Hierdurch steigert sich die Lebensdauer der Werkzeuge.
Ziel dieses Forschungsvorhabens ist es, mehrschichtige Schleifperlen für das Trennschleifen von reinen Metallstrukturen zu qualifizieren und dadurch die Produktivität des Zerlegeprozesses im Rückbau zu steigern. Um den fehlenden Selbstschärfeeffekt zu kompensieren, müssen die mehrschichtigen Schleifperlen dabei gezielt abgerichtet werden. Aufgrund der Metallbindung der Perlen wird das kontakterosive Abrichten (ECDD - Electro Contact Discharge Dressing) angewendet.
Die Produktivität in der spanenden Fertigung wird häufig durch selbsterregte Schwingungen, sogenannte Ratterschwingungen, begrenzt. Zur Verbesserung der Prozessstabilität können Freiflächenfasen genutzt werden, die aufgrund des Kontakts mit der Werkstückoberfläche dämpfend wirken, gleichzeitig aber zu einer verschlechterten Oberflächengüte führen. Daher wird in diesem Vorhaben eine Werkzeuggeometrie untersucht, die sowohl scharfe als auch gefaste radial zurückversetze Schneiden besitzt.
Im Projekt „Advanced Methods for Machine and Process Monitoring“ wird zusammen mit DMG MORI CO., LTD. Ein modulares Prozessüberwachungssystem mit Modulen für die Einzelteil- und Serienfertigung entwickelt, das jeweils den manuellen Parametrieraufwand der Systeme auf ein Minimum reduzieren soll.
Ressourceneffizienzsteigerung durch innovative Hochleistungs-Oberflächen- und Mikrogeometrieoptimierung von Hochleistungsschnellarbeitsstahl (HSS) für die Metallzerspanung.